一、梳棉均衡柔和梳理理念的提出
纺织工程是一个系统工程,开清棉和梳棉机梳理是这个系统工程中密不可分的一个子系统,我们不能仅关注梳理的某一指标,而应该通过全面系统的考量来对梳理质量进行评价。
对于筵棉或棉卷经过梳理后的质量,传统理念一直是把生条棉结杂质的数量作为主要考核指标,为了达到生条结杂的*大去除率,一般都采用高梳理度(高密度针布、高速度和低产量)与紧隔距的工艺手段。结果是结杂减少了,纤维的物理性能却发生了负面的变化,纤维的损伤造成梳理后的短绒产生量远大于短绒的排除量,生条16mm以下的短绒增加了,纤维的长度均匀度(整齐度)下降了。虽然生条短绒的重量百分率不一定会增加,但短绒的长度会变短,短绒的根数会增加。10mm以下的短绒会直接影响电清无法清除的A0、A1、A2、B0、B1等偶发性纱疵数量,直接影响布面质量。
纤维长度、长度均匀度和短绒长度的分布,是影响纱线*终品质的重要参数。纤维在开清、梳理的清洁整理过程中都会引起损伤,因此在关注生条质量时,还要关注喂入梳棉的筵棉质量(经过开清工序后的损伤情况)。
梳棉机梳理过程采用高梳理度与紧隔距的工艺,生条结杂的减少是以短绒率的增加和纤维长度均匀度(整齐度)的降低为代价的。在后续工序的牵伸过程中,短绒含量高的生条成纱棉结和纱疵都高。
二、梳理纤维的目的及关注要点
2.1 梳棉工序梳理纤维的目的
梳棉工序梳理纤维的目的可以归纳为:
(1)将团、束状纤维梳解成单纤维,使纤维平行伸直、充分混合;
(2)去除纤维中的有害疵点(棉结、杂质、籽屑,微尘),有害纤维、不孕籽(短绒和不成熟纤维);
(3)合理设置针布分梳密度和分梳速度,尽量减少因过度梳理造成的纤维损伤。让短绒的排除量大于梳理过程中短绒的产生量,使生条与筵棉的短绒含量成负增长。同时要降低有效纤维的排除量、提高制成率。保护纤维的长度,梳理后的纤维长度均匀度下降率不大于梳棉喂入时纤维长度均匀度的20%;
(4)减少梳理过程造成的棉结。选用合理的针布齿形、密度,通过优化相关工艺来改进纤维在针尖部的分布状态。提高各分梳部件间的梳解、释放、转移能力,锡林和刺辊间、道夫和锡林间、道夫与剥棉罗拉间的一次性转移率越高,对纤维的损伤越小,梳理后的棉结和短绒也就会越少;
(5)使经充分梳解的纤维凝聚成网、集合成条。合理控制、均匀牵伸,提高传动精度,改善梳理隔距的均匀性和一致性,减少台差。确保条干的均匀度,生条的内、外重量不匀率。
2.2 梳棉工序应关注的要点
梳棉工序要达到以上五个目的,*终获得满意的成纱质量,必须摈弃“紧隔距、高速度、强分梳”等梳理工艺原则,确实做到均衡柔和梳理和充分梳理,防止过度梳理和强力梳理。
为此,在梳理过程中要对纤维实施恰当的分梳和转移,尽可能保护纤维,以减少纤维损伤。必须关注梳理度的控制和梳理力的控制,关注纤维特性、纺纱条件、针布的设计和选配,以及产量、定量、速度、隔距等梳棉工艺要素。
2.2.1 针布设计对纤维控制状态的影响
2.2.1.1 针布针齿密度(纵横针齿密度比)的影响
随着梳棉机产量的提高,针布密度有越来越密的趋势。这里涉及梳理度概念,根据梳理度公式,设锡林针布齿密度为Nc、锡林转速为nc、纤维支数为Nb、纤维转移率为r、梳棉机产量为P、纤维平均长度为L。则每根纤维的平均作用齿数C为:
C= Kc(NcncLr)/PNb
此公式表明,梳理度(Kc为比例系数)可以用单根纤维受到几个针齿的梳理来表示,或者也可以用单个针齿上可以梳理多少根纤维来表示(C的倒数)。因此梳理度与梳理速度、产量、针齿密度、纤维长度、细度和转移率等有关。这只是一个理论评估值,实际运用还要考虑其它因素,如单纤维、束纤维被多齿控制及纤维在针面上的覆盖系数等,都会影响实际有效梳理针齿数。
笔者认为应该从保护纤维的角度来认识梳理度,原则上要适当增大纵向齿距,即减小针布的纵向针齿密度,减小基部厚度,以增加横向针齿密度。这样做有5个好处:
(1)从梳棉机的纵向截面来看,齿密减少有利于减小对纤维的过度分梳;
(2)有利于释放的排除短绒(过小的纵向齿距在对长纤维有效控制的同时,对短纤维也会有束搏控制作用,不利于释放、排除短绒);
(3)有利于减缓多针齿控制对纤维的束缚,即有利于使纤维后端(未控端)上扬,进而提高另一针齿面对纤维的分梳效果;
(4)有利于纤维及时被释放并转移;
(5)梳理平均长度较长的纤维时,可以适当降低针齿密度(梳理针齿密度应根据单位重量的纤维平均根数而定),以减少对单根纤维的重复梳理次数。
2.2.1.2 针布齿形的影响
不论是刺辊齿条、锡林道夫金属针布,还是盖板针布,齿形(针形)的设计都很重要。针布的齿形(针形)决定梳理时被梳理纤维在针布上所处的位置状态(齿底、齿中、齿尖),从而影响对纤维的梳理和转移效果。
分梳和转移、棉结和短绒之间是两对矛盾。相互之间可以找到一个均衡点。一般认为:转移率过高会造成分梳不足,转移不足则分梳过度,会损伤纤维, 同时也会产生棉结。因此针布在本身具有适当梳理性能的同时,转移纤维的能力越充分,分梳元件上的纤维就越容易及时转移,针布表面的残留纤维量就越少,使后续纤维能不断得到有效分梳。
减少梳棉喂入筵棉中的束状纤维,提高梳棉喂入纤维的取向度,是工艺研究的一个重要课题。后部工艺要求刺辊针齿上的纤维要一次性转移给锡林,没有或很少有残留纤维参与刺辊和给棉板间的再次分梳,刺辊表面的束状纤维量少,可以大大减轻锡林、盖板主梳理区的梳理负荷,为实现较低速度和较低梳理度的均衡梳理、增大梳理隔距的柔和梳理工艺提供了良好的基础。
2.2.2 工艺调整对梳理效果的影响
除了纤维特性、纺纱条件、针布的设计和选配三个因素外,梳棉工艺(包括产量、定量、速度、隔距等)同样对纤维的梳理效果有重大的影响。在产量、定量一定的条件下,合理调整整体工艺和改进针布设计与选配,适当减缓分梳速度、放宽分梳点隔距,有利于保护纤维,实现均衡柔和梳理。
2.2.3 纤维梳理过程中作用力与速度的关系
根据牛顿第二运动定律∑F=ma,设被梳理纤维所受外力为∑F,纤维质量为m,纤维在外力作用下所获得的加速度为a,运动距离为S(或圆周半径为R),运动速度为V。那么纤维受力可表示为:
∑F=(m/S)·V2(直线运动)
∑F=(m/R)·V2(圆周运动)
上述的物理常识告诉我们:纤维在梳理过程中,分梳部件的速度越快,作用于纤维表面的梳理力越大,即梳理力与分梳部件速度的平方成正比。我们要考虑纤维能够承受的分梳强度,不同等级的原料,不同品种的纤维,其损伤程度也就与梳理速度、次数、强度等因素有关。但在实际梳理工艺配置及针布设计或选用中,这一道理往往被忽视。生产中经常为了某些指标而过分强调“紧隔距、强分梳”。梳理过程中二针齿面间隔距越小、针齿越密对纤维的握持力越强。针齿的表面粗糙度越差(表面摩擦系数越大),对纤维的控制力和作用强度也越大,也越容易造成纤维损伤及产生短绒和棉结。同时也会影响各分梳器材之间的转移关系。因此有必要适当减缓分梳速度、通过增加有效梳理面,适当增大纵向齿距、降低齿密、放大分梳隔距、提高针布的表面光洁度,实施较为柔和的分梳,降低分梳作用强度,以达到保护纤维的目的。
2.2.4过度梳理的特征
过度梳理是指在整个梳理过程或某个梳理区中,作用于纤维的梳理度和/或梳理力大于纤维物理性能所能承受的度。由于难以简单地进行定量计量,因此生产实践中疏于控制,过度梳理历史性或广泛性地存在于纺纱生产中。通过观察和分析可以从特定的相对测试指标和纺纱工况中反映出工艺参数是否合适,过度梳理具体有以下几个表现特征:
(1)梳棉的落棉率高,制成率低;
(2)生条16mm以下短绒增长是筵棉短绒率的104%以上;
(3)生条纤维的长度匀度(长度整齐度)低于筵棉的纤维长度匀度的85%;
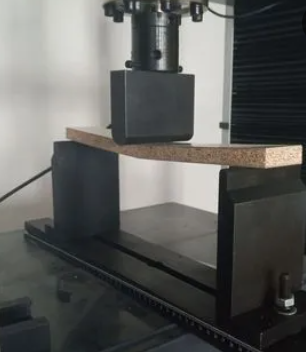
(4)棉网边缘容易出现破裂和断网现象,必须采用增大道夫到压辊间的张力牵伸倍数来缓解。但张力牵伸越大,生条的条干CV%会越差;
(5)大压辊输出的棉条容易出现下垂或断条;
(6)圈条器上部和喇叭口附近的短纤维积花多;
(7)并条的手捡棉结与生条的手捡棉结相比增加50%以上。
三、均衡柔和梳理工艺实施应用原则
3.1 后部工艺和刺辊针布的选用要点
(1)适当增大刺辊与给棉板的隔距(A152 0173 3840:棉18-22英丝,化纤19-24英丝。清梳联:28-34英丝),使分梳切点适当下移,相当于增加了工艺分梳长度,减少刺辊握持打击时对纤维的损伤,降低短绒增长率。同时增加刺辊**落杂区的弧长,有利于该落杂区对短绒和杂质的排除;
(2)适当降低刺辊转速,有利于缓和针齿对纤维的打击力度;
(3)适当加大锡林与刺辊间的表面线速比,提高锡林对刺辊表面纤维的转移率,但要注意:锡林与刺辊表面的线速比不宜很大,否则锡林针齿与刺辊针齿间转移纤维时作用于纤维表面的作用力加大,造成纤维受损伤(锡林与刺辊间的表面线速比:棉2.1-2.5,化钎2.2-2. 6);
(4)增加刺辊齿条的纵向齿距,降低刺辊齿条纵向齿密,减少针齿对纤维的纵向作用次数,自锁齿条可以减小基部厚度,增加刺辊的横向齿密,减少横向漏梳率。但横向不宜过密,否则会影响棉杂、棉籽、不孕籽的排除效果。横向齿距一般不要小于3mm,否则刺辊齿条易嵌杂;
(5)改进刺辊齿条齿形,改直齿齿面为双弧形齿面,刺辊的底角呈大负角,使纤维不易沉积于齿根部,使刺辊上的纤维向刺辊齿尖分布,有利于刺辊表面的纤维向锡林转移;齿背采用弧背型齿条,防止齿面纤维下沉,有利于纤维的未控端后扬,有利于排杂排短绒;
(6)减小齿尖厚度,建议齿尖厚度小于0.18mm,提高齿尖对纤维束的穿刺能力,以减少刺辊表面的束状纤维的含量;
(7)提高刺辊针齿表面光洁度,减少刺辊返花现象和短绒的产生,同时减少刺辊表面的束状纤维,提高棉网的清晰度;
(8)刺辊定期进行抛磨(采用一种特制的抛磨箱),提高齿面的光洁度和锋利度,降低由刺辊产生的棉结和短绒,并大大提高刺辊齿条的使用寿命;
(9)预分梳齿条建议选用66齿密型,齿面与刺辊的进口隔距可加大到1-1.5mm。防止造成梳理短绒和棉结,防止分梳漏底充塞;
(10)除尘刀和刺辊间的隔距不宜过小,除尘刀口必须光洁,不能有毛刺或凹坑。减小刺辊针面所带纤维与除尘刀刀口的撞击量及撞击力,以减少短绒的产生,在不影响杂质清除率的情况下降低落棉率,除尘刀既有除杂功能,又有托持纤维的功能。过小的隔距容易损伤纤维,除尘刀过低会影响对纤维的托持作用,增加短绒和增大后部落棉量。
3.2 后部落棉的要求
后部落棉量=筵棉(棉卷)含杂率×(1.5-1.8),落棉含杂率应不小于40-55%。
后部落杂量=后部落棉量×落棉含杂率。
当筵棉或棉卷的16mm以下短绒率大于16%时,后部落棉量=棉卷含杂率×1.8。从试验情况来看增大后部落棉后,落绵的含杂率也会同时下降,因此要保证后部落棉率和落棉含杂率的乘积不低于0.6,这样不但保证梳棉质量,同时也提高了梳棉的制成率。
3.3固定盖板针布密度的选择
后固定盖板的主要作用是:疏解束状纤维,提高锡林表面纤维的取向度,因此后固定盖板密度的分布必须按渐进分梳的原则,由稀到密进行配置,建议齿数为:后下80-100齿/平方英寸,后中130-150齿/平方英寸,后上240-300齿/平方英寸。后固定盖板的隔距也应遵循进大出小渐进分梳的原则,在不充塞固定盖板的前提下适当放大隔距。
前固定盖板的密度可以偏高掌握,320-420齿/平方英寸,隔距可依活动盖板的出口隔距为依据。
固定盖板的纤维分梳总量应控制在350-500吨纤维量,当固定盖板锋利度衰退后反而会产生梳理棉结(尤其是后进口区的固定盖板)。
3.4 锡林后罩板工艺要点
梳棉后罩板一定要注意圆弧的准确性、光洁度和平直性,它会影响锡林表面气流的一致性,会影响锡林表面纤维分布的均匀性,也会影响锡林表面各部位分梳的一致性,建议后罩板进口隔距视纤维的长度控制在24-26英丝。对顺向运动的盖板而言,后罩板出口隔距控制在20-23英丝,对反向运动的盖板后罩板的隔距应偏小掌握,在不碰活动盖板的前提下,适当增加后罩板与活动盖板间的插入深度,否则盖板花中的有效纤维量会大大增加。
(未完待续)
作者:陆惠文