发布时间:2020-10-30 热度:
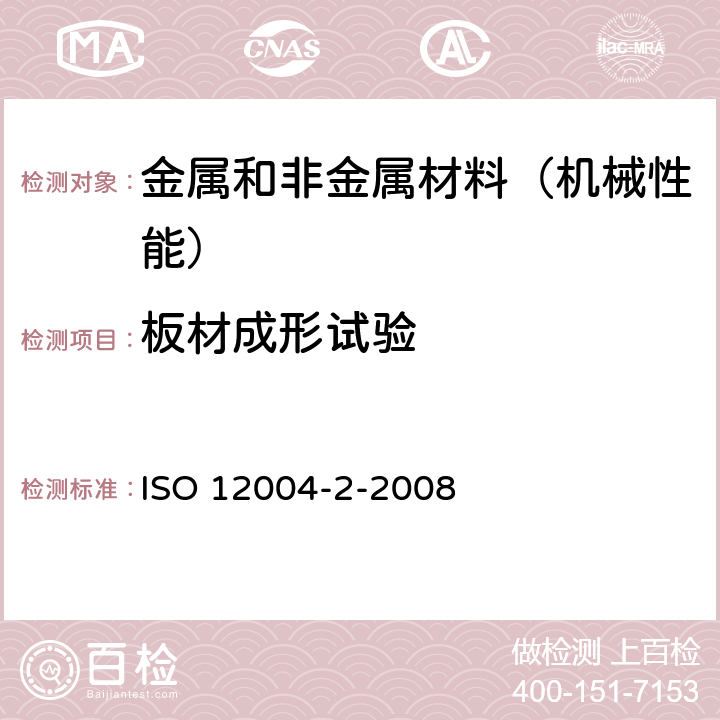
板材成形性能
板材成形性能-简单讲就是金属薄板对于冲压成形过程的适应能力,我们所做的板材成形试验是一种金属薄板的模拟成形试验,它是从成形几何条件与技术物理属性的相似性出发,对各种冲压成形过程和工艺条件所设计的典型化试验。广义的成形性能包括以下几种:
一、抗破裂性Fractureresistance:金属薄板在冲压成形过程中抵抗破裂的能力,或称狭义的成形性能。
二、胀形性能Stretchability:胀形成形时,金属薄板在双向拉应力作用下抵抗其厚度减薄而引起的局部颈缩或破裂的能力,见图1-1。
图1-1胀形性能
图1-2拉深性能
三、拉深性能Drawability:拉深成形时,在凸缘主变形区不起皱的条件下,金属薄板在凸模圆角附近抵抗破裂的能力,见图1-2。
四、扩孔(内孔翻边)性能Holeexpandability(Stretchingflagability):扩孔(内孔翻边)成形过程中,金属薄板抵抗因孔缘(竖缘)局部伸长变形过大而发生孔缘(竖缘)开裂的能力,见图1-3、1-4。
图1-3扩孔与孔缘开裂(GB/T15825.1-2008)
图1-4内孔翻边与竖缘开裂(GB/T15825.1-2008)
五、弯曲性能Bendability:弯曲成形时,金属薄板抵抗变形区外层拉应力引起破裂的能力。
六、复合成形性能Combiningformability:金属薄板在两种或两种以上基本冲压成形方式作用下抵抗破裂的能力,如金属薄板在“拉深+胀形”复合成形方式下抵抗破裂的能力。
七、贴模性Fittingbehavior:金属薄板在冲压成形加载过程中获得模具形状和尺寸且不产生皱纹等板面几何缺陷的能力。
八、定形性Shapefixability:冲压成形制件脱模后抵抗回弹,保持其在模内既得形状和尺寸的能力。
板材成形试验
一、常见板材成形试验指标:
1、胀形性能指标:杯突值IE
2、拉深性能指标:*限拉深比LDR或载荷*限拉深比LDR(T)
3、扩孔性能指标:*限扩孔率λ
4、弯曲性能指标:*小相对弯曲半径Rmin/t
5、“拉深+胀形”复合成形性能指标:锥杯值CCV
6、面内变形均匀率指标:凸耳率Ze
7、贴模性指标:方板对角拉伸试验皱高
8、定形性指标:张拉回弹值
由于设计模拟成形试验的技术目标和技术方法不同,或因国家和地区技术差异,除了上述主流性质的模拟成形性能指标之外,历史传承下来的模拟成形性能指标及其相应的试验方法还具有多种不同的形式,见本节第二部分。
二、国际上流行的模拟成形性能试验汇总:见图1-5
图1-5模拟成形性能试验方法(GB/T15825.1-2008)
三、成形*限图与成形*限曲线
评定、估测金属薄板局部成形性能,或分析解决冲压成形破裂问题时,可使用金属薄板的成形*限图(FormingLimitDiagram,简称FLD)或成形*限曲线(FormingLimitCurve,简称FLC)。FLD能够分辨某个应变值对于某种材料来说是安全的还是破裂的,从安全点到破裂点的界限定义为FLC。
所谓的FLD(或FLC)就是由不同应变路径下的局部失稳*限应变e1和e2(工程应变)或ε1和ε2(真实应变)构成的曲线或条带形区域,如图1-6所示。FLC将整个图形分成三部分:安全区、破裂区和临界区。
图1-6成形*限图
FLD是在板料冲压成形性能发展过程中的较新成果,FLD的提出,为定性和定量研究板料的局部成形性能建立了基础。成形*限图具有如下一些用途:
l测定和评价原材料的成形性能。板料FLD的位置高,表示材料抗破裂的成形*限值大,板料的成形性能好;
l分析危险点的位置和破裂产生的原因,为改进工艺和修模指明方向。将复杂形状零件局部应变状态图与板料成形*限图进行对照,即可发现在成形加工时危险点的位置和破裂产生的原因,为改进工艺和修模提供了依据;
l进行产品的*限造型设计,保证大批量生产的稳定性。
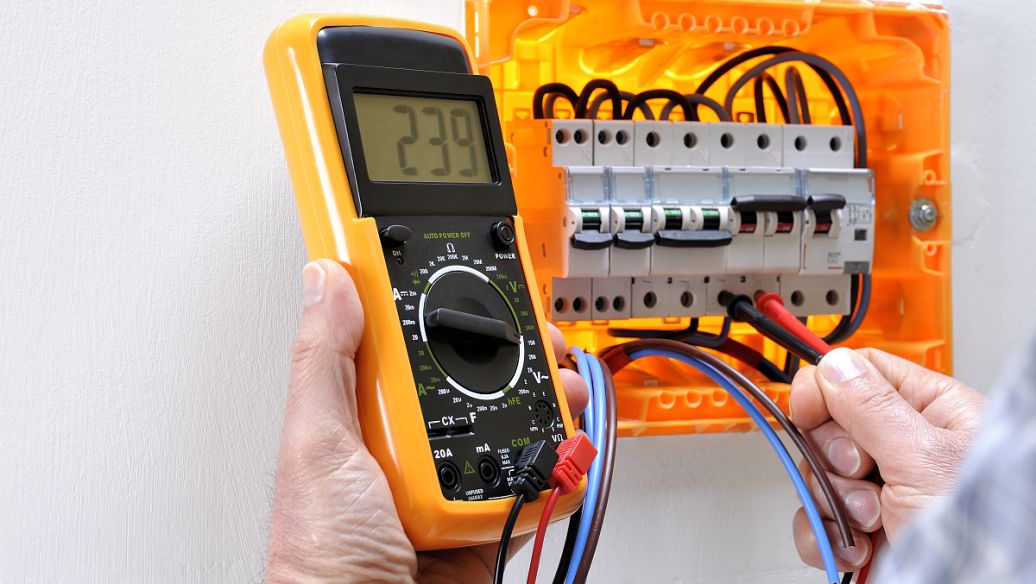
板材成形试验设备
板材成形试验机是一种专门用于测试金属板材成形性能的设备,是控制板料轧制质量,合理选用冲压板料的重要工具。
目前国际上比较流行的综合板材成形试验设备厂家主要有德国的Erichsen、Zwick,中国的北航等,其产品通过搭配不同模具,可用于各种金属板材成形性能的试验,另外,还有许多厂家生产了具有单一功能的杯突试验机等。
一、板材成形试验机功能描述及技术特点(以德国Zwick/Roell公司生产的BUP600型板材成形试验机为例)
1、本试验机主要测试金属薄板的成形性能,主要配置可满足包括杯突、拉深、扩孔、锥杯、凸耳、液压胀形试验、以及FLC的测定;
2、整个控制系统采用闭环控制,采用PLC可编程控制技术,结合灵敏的裂缝探测系统,能够有效避免成形过程中的过冲现象;
3、内置三套独立的液压活塞泵控制系统,分别控制冲压力、压边力、脱模力,力值控制精度远高于非独立式系统;
4、液压自动开合模具系统采用人性化设计;
5、在成形测试过程中,可在任意时刻进行手动、自动控制模式的切换;操作人员可在试验的任意阶段将测试暂停,以便进行更好的观察;同时还可在再次继续试验时,变更成形的速度,从而便于研究杯突测试等在不同速度下的板材流动性;
6、含自动裂纹探测装置,检测到裂纹,或到达*大行程,活塞自动回复,停止测试;
7、借鉴并引入拉力试验机的TestControl控制系统,采用CANBUS总线技术和VXWorks内置式系统,能够对冲压力、压边力以及位移更准确的控制、更稳定的性能和更快捷的错误诊断及维护;
8、试验机与PC相连,可通过选择PC或者试验机上的液晶显示系统来进行测试,液晶显示系统还可脱离PC独立工作和存储数据,从而确保测试工作的连续性;
9、试验机运行于TestXpert软件的基础平台之上,该软件功能强大,可以记录、显示从试验开始到结束完整的试验力/压边力/位移曲线,便于后续分析;
10、该试验机具有*高的可扩展性,通过更换不同系列模具,可在一台试验机上完成不同测试;
11、主要技术参数:
冲压力范围及精度:0~600kN,0.01kN;
压边力范围及精度:0~600kN,0.01kN;
凸模*大行程及位移显示精度:0~120mm,0.01mm;
*大深冲速度及速度显示精度:1000mm/min,0.01mm/s;
板材*大宽度:260mm;
二、光学在线应变分析系统
该系统以位置相关性为原理,利用专用的三维立体影像采集模块,可对板材成形全过程进行全方位跟踪拍摄,再加上系统内置的专用的分析软件ARAMIS,可对成形过程中的应变值进行分析,提高了试验效率及精确性。
百检网小编结语:金属板材的成型性能测试广泛应用于冲压、汽车、轻工甚至航空航天工业等领域,掌握该测试并结合常规的金属材料性能参数可以准确地为仿真模拟、成型加工过程等提供详细准确的数据支撑。