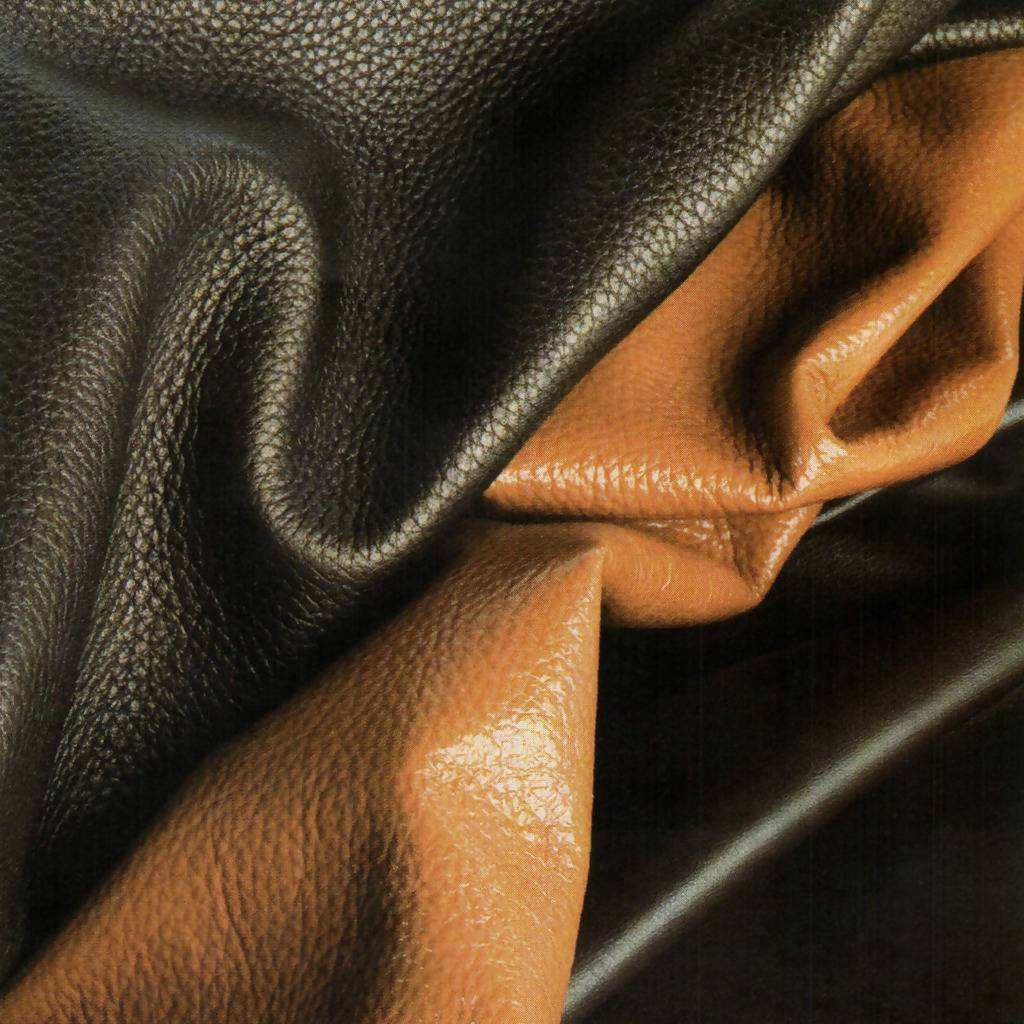
针织物煮漂及染色加工一般都在溢流缸中进行,整个加工过程中织物都保持绳状状态,纤维在染机中不断弯曲变形,原来的氢键不断被破坏,新的氢键不断形成,有时新形成的氢键不能完全回复,故而在织物表面形成鸡爪印、死折痕。而在单面织物结构中,两面纱线的张力不对称,织物长时间单向折皱后很难回复,所以各种结构中又以平纹、卫衣、单珠地等更容易出现细皱纹问题。细皱纹的产生也与纱支和捻度有很大关系,纱支越幼,捻度越高,纱线的反转解捻可能越大,集中反映在布面就是细皱纹问题。
一般的染整工艺流程为:备布→缝头→落缸煮漂→染色→皂洗→固色→柔软→出缸→脱水→震波机或风筒机干布,而细皱纹的形成主要是在染缸中、脱水机中、堆布车中,根据其形成条件,主要从以下方面改进:
1.预定型
通过预定型改善纤维接近度和取向度,织物经热定型时纤维微结构和形态发生变化,定型时织物被充分拉宽,并在高温作用下定型,纤维形态被固定,减少了在染缸中发生变化的几率,有利于减少折痕。
2.落缸前消除内应力
松布后在堆布车中充分松弛,
通过J型槽消除,松布后让其自由通过J型槽,同时通过压辊挤压或罗拉牵伸,原有的氢键发生改变,有利于消除内应力;
通过平幅拉伸及过热水减少布面折痕,针织
3.煮漂和染色
注意染缸容布量,排染时一般应按照染缸规定减少10~15%进行,切不可超负荷运作,布量过大时织物在储布槽中受压严重,在喷嘴处不能舒展开,很容易形成压痕;
注意升降温速率,升温或降温速率过快时布身温度容易产生不均,集中在纤维上一点时,纤维冷热程度不同,收缩不均,特别是降温时,容易在局部骤冷,塑性纤维的形态被固化,形成难于消除的折皱。所以在经过高温工序后,一般都以1~1.5/min的速率降温至70℃排水,或经高温工序后先直接进冷水溢流,待温度降低后再完全排水;
染浴中加入润滑剂,减少织物之间、织物与机械之间的摩擦,从而减少折皱机会,但平滑剂的选择需考虑到稳定性、与加工工序的相容性等问题,避免因润滑剂选择不当产生其它问题;
选择更为先进的机械,增大储布槽宽度,降低提升滚筒高度都有利于减少布身所受压力,选用气流缸时,织物在喷嘴处被高压气体充分吹开,纤维从紧张状态下得到“休息”,有利于内应力的消除。
4.干布方式
织物经脱水干布时,织物在高离心力的脱水机中脱水,时间过长时很容易产生难于消除的皱折,许多染厂都逐渐采用平幅轧水干布的方式,即提高了干布效率,也有利于皱纹问题的解决。轧水后,圆筒状织物可经导布环拉宽后用震波机干布,开幅织物可采用针链拉宽干布。
5.堆布方式
布车堆布时重量不可过大,时间不可过长,特别是湿布存放时,一般每车载布量不可超过300Kg,出缸存放不可超过6小时。
问题是整套工艺作用的结果,不是靠一种助剂的加入就能解决,与纤维有关,与织物结构有关,与加工工艺有关,也与加工设备有关,出现折痕后,一般较轻微的折痕可通过定型机拉宽定型解决,顽固的可返落缸洗水,逐渐升温至85℃、在逐渐降温至50℃的工艺试验回修,或可在工业抛干机中加蒸汽抛缩重新定型,染厂可根据各自的设备及折痕情况来进行回修。
更多内容请关注