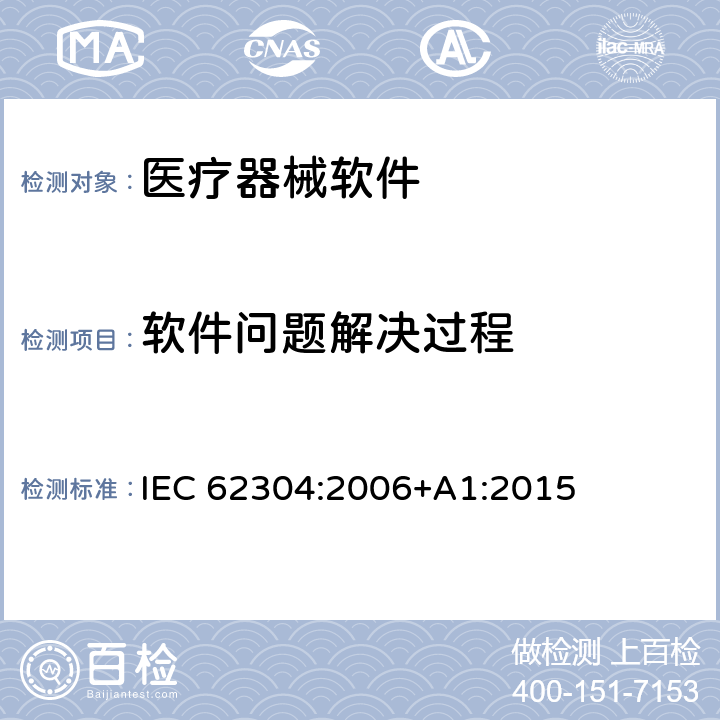
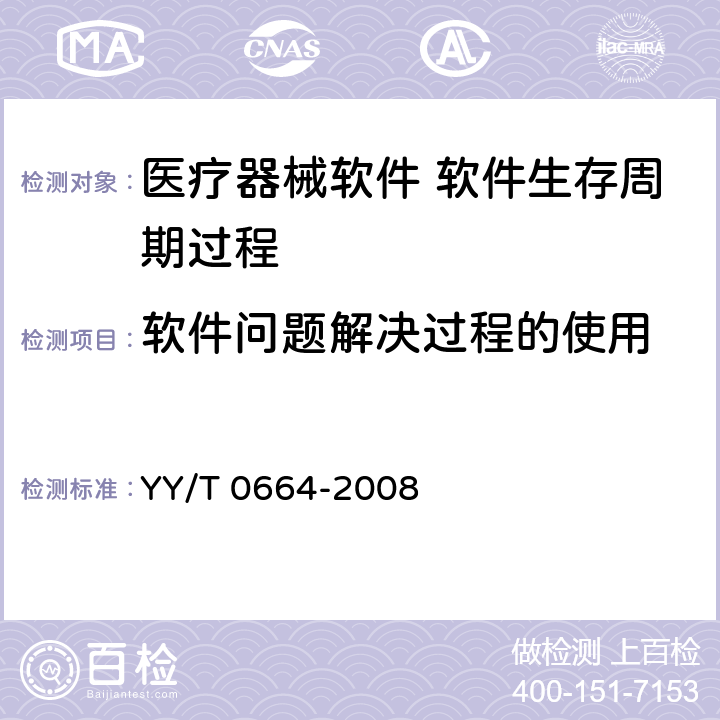
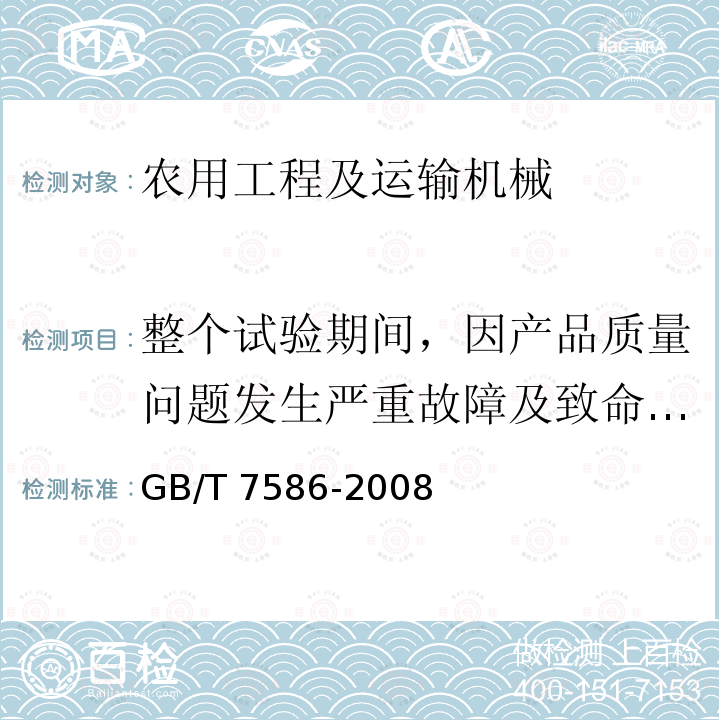
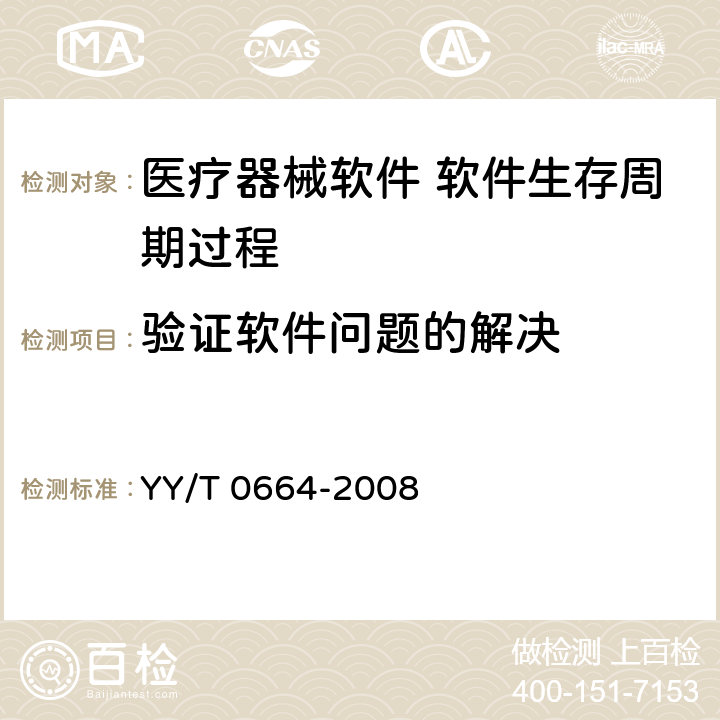
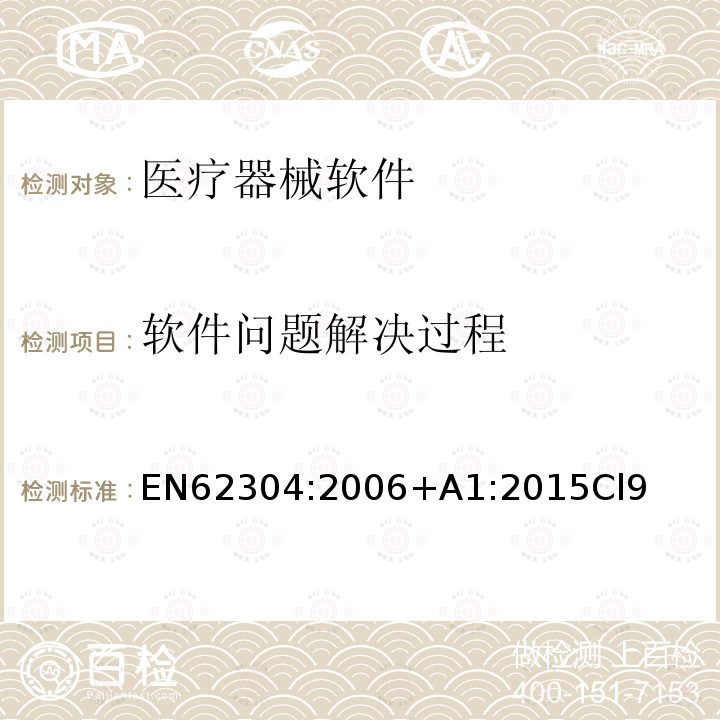
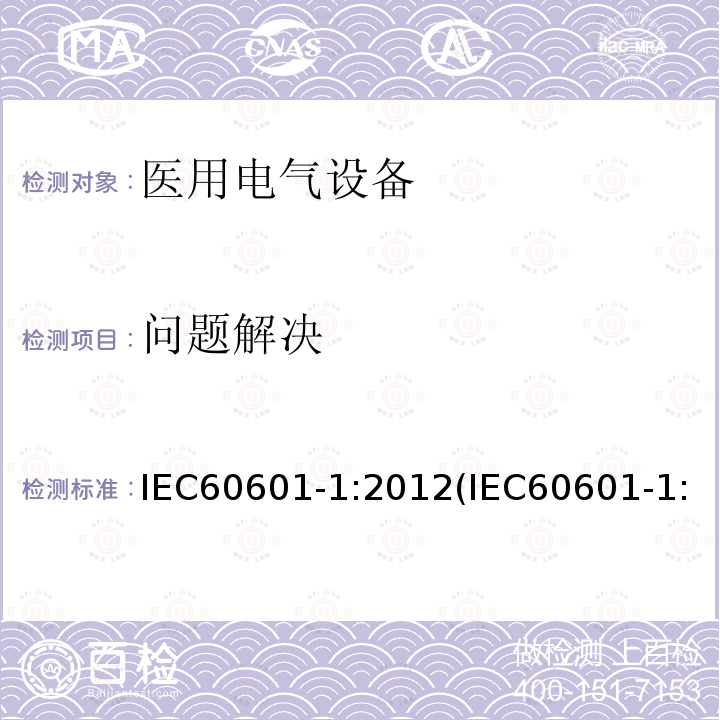
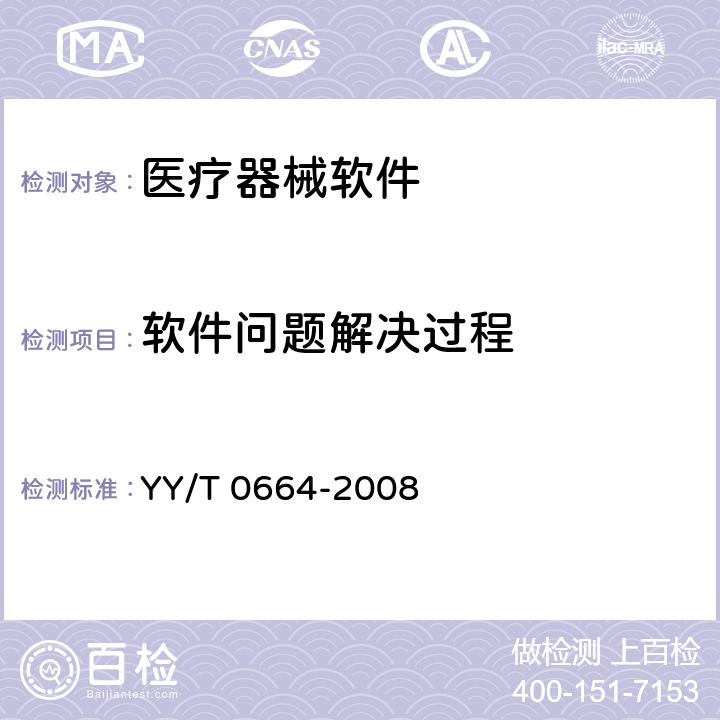
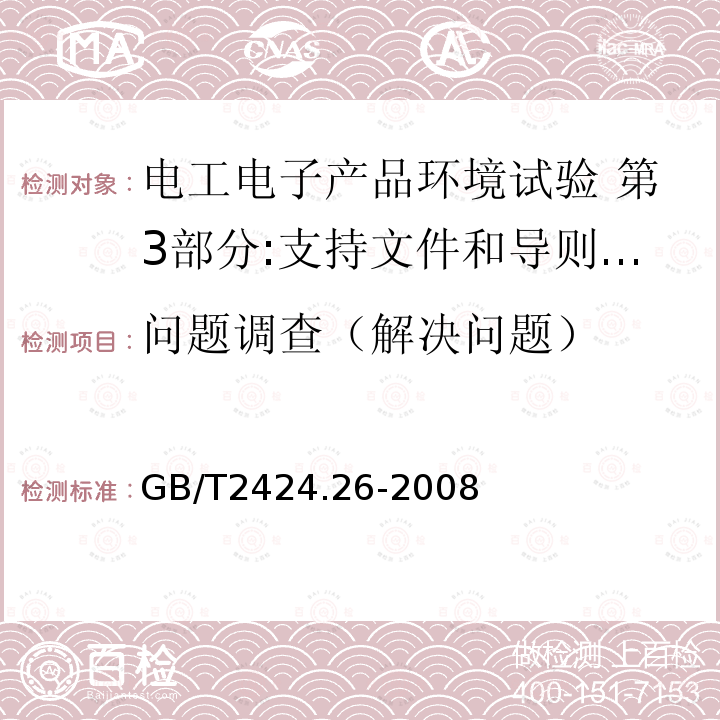
【技术】段彩纱质量问题分析和解决措施 纱线网2017-02-09 1问题描述 我公司生产的T/JC90/1024S段彩纱出现长拖尾和毛头现象,见图1中黑箭头(长拖尾)和红箭头(毛头)所指部位。 图1长拖尾和毛头 2段彩纱长拖尾问题产生的原因分析 这个问题是由段彩粗纱断裂不充分造成的,与中区喇叭口位置、段彩粗纱的捻度、定量和后罗拉隔距设计等因素有关。 2.1工艺方面 (1)中区喇叭口的位置不当。中区喇叭口是段彩粗纱喂入前牵伸区的入口,由于段彩粗纱是断续喂入前牵伸区的,如果中区喇叭口的位置不当会直接影响段彩粗纱的段彩效果。中区喇叭口的出口应尽量靠近上下胶圈组成的钳口位置,但喇叭口出口不得碰触到上下胶圈。如果偏高或偏低,喇叭口出口碰触到上胶圈或下胶圈的话,由于上下皮圈是连续运行的,当段彩粗纱停止喂入时,粗纱中的纤维与上下胶圈产生摩擦,部分纤维会被上下胶圈带进前牵伸区,从而影响段彩粗纱断裂的充分性而造成拖尾。 (2)段彩粗纱断口纤维不整齐。如果段彩粗纱的捻度设计较小、定量设计较大、后区罗拉隔距再偏小,在段彩部分粗度、节长等参数一定的情况下,每次喂入段彩粗纱时后罗拉转过长度较短,由于细纱后区隔距较小,后区对段彩粗纱的控制能力较强,而由于粗纱捻度较小,断口位置粗纱内纤维间的抱合力较弱,就有可能造成段彩粗纱断裂不充分,段彩粗纱断口位置的纤维较为毛乱,加之粗纱的定量较大,断口处的纤维数量较多,部分纤维不断被基纱带入前牵伸区,从而形成这样的拖尾现象,特别是在两根粗纱喂入一个喇叭口(单进单出或双进单出)时更容易出现这种情况。 (3)段彩粗纱在喇叭口处拥塞。由于细纱后区罗拉隔距过大、段彩粗纱喂入喇叭口过小或内表面摩擦阻力过大、传动比设计不合理等原因,可能会导致后罗拉停喂过程的稳定性较差等问题,造成段彩粗纱断裂后,段彩粗纱在细纱后区不能处于伸直状态,甚至在段彩粗纱喂入喇叭口处出现弯曲拥塞现象,部分纤维被基纱逐步带入前牵伸区而形成拖尾现象。 2.2清洁方面 如果段彩部分的纤维缠罗拉、缠皮辊、缠皮圈,缠绕罗拉、皮辊、皮圈上的纤维也可能会被正常运行着的须条陆续带入基纱而形成长拖尾。 3段彩纱毛头问题产生的原因分析 段彩纱毛头是指段彩部分的纤维头尾端没有被有效捻进纱线而伸出来,在段彩部分头尾端,在后续织造过程中造成布面外观疵点和断头。 段彩纱毛头产生的原因主要是段彩部分的纤维从前罗拉钳口输出时,纤维头尾端没能及时进入基纱的加捻三角区,纤维头尾端在加捻离心力的作用下被被甩出纱体而形成毛头。 4解决长拖尾和毛头的技术措施 4.1优化工艺设计 (1)改进喇叭口的结构。使用原来的喇叭口时,两根平行喂入的粗纱条之间具有一定的距离,见图2,须条在前罗拉钳口处输出时是分离开的,段彩部分的纤维不容易被及时捻入纱线,容易形成毛头,或被罗拉、皮辊粘带而形成长拖尾,甚至还会造成部分段彩纤维被笛管吸走,造成段彩部位头端纤维毛乱或彩纱段入量不足。 图2原来喇叭口喂入时须条的状态 为此,我们对原来的喇叭口喂入方式进行了改造,改变了段彩粗纱与基纱喂入的相对位置,使须条进入前牵伸区时在左右位置上基本是紧靠在一起的,见图3。这样就使得段彩部分的纤维在从前罗拉钳口输出时基本上处在基纱纤维的加捻三角区内,从而保证了段彩纤维能够顺利、有效地捻入纱体,减少了纤维毛乱、粘带和散失现象,保证了段入效果。 图3改造后喇叭口喂入时须条的状态 (2)精确调整喇叭口的位置。对段彩纱机台的喇叭口位置进行逐锭调整,确保粗纱沿中罗拉钳口的切线方向喂入,避免喇叭口出口位置贴触到上下皮圈。 (3)根据生产实际情况,优化细纱后区罗拉隔距,既要保证段彩粗纱断口整齐。 (4)适当减小段彩粗纱的定量。 4.2加强操作管理,提高机台清洁质量 挡车工要加强巡回,发现有缠罗拉、缠皮辊、缠皮圈现象要及时进行清洁,保证罗拉、皮辊、皮圈的清洁度。 4.3控制好车间温湿度 保证车间良好的温湿度状态,减少罗拉、皮辊、皮圈粘缠问题。 5改进效果 采取以上一系列技术措施后,取得了明显的效果,长拖尾和毛头现象基本消除,布面质量明显提高,见图4,客户非常满意。 图4改进后的布面质量 (文静王曼德州 |

【技术】段彩纱质量问题分析和解决措施
百检网 2021-12-07
百检能给您带来哪些改变?
1、检测行业全覆盖,满足不同的检测;
2、实验室全覆盖,就近分配本地化检测;
3、工程师一对一服务,让检测更精准;
4、免费初检,初检不收取检测费用;
5、自助下单 快递免费上门取样;
6、周期短,费用低,服务周到;
7、拥有CMA、CNAS、CAL等权威资质;
8、检测报告权威有效、中国通用;
客户案例展示






相关商品
版权与免责声明
①本网注名来源于“互联网”的所有作品,版权归原作者或者来源机构所有,如果有涉及作品内容、版权等问题,请在作品发表之日起一个月内与本网联系,联系邮箱service@baijiantest.com,否则视为默认百检网有权进行转载。
②本网注名来源于“百检网”的所有作品,版权归百检网所有,未经本网授权不得转载、摘编或利用其它方式使用。想要转载本网作品,请联系:service@baijiantest.com。已获本网授权的作品,应在授权范围内使用,并注明"来源:百检网"。违者本网将追究相关法律责任。
③本网所载作品仅代表作者独立观点,不代表百检立场,用户需作出独立判断,如有异议或投诉,请联系service@baijiantest.com






客服热线
400-101-7153
专属服务:156 0190 2607
企业邮箱: service@baijiantest.com