加强纺纱质量综合检测 提升纱线品质
戴俊 刘必英 乐峰
(江苏悦达纺织集团有限公司)
摘 要:本文介绍了现代棉纺生产中通过离线检测控制纺纱水平和质量波动,运用在线检测技术控制质量弱环,使用专家系统进行质量监控的纺纱质量控制新方法,阐述了纺纱过程中运用综合检测手段对提高纱线品质的作用,提出了运用信息技术是纺织生产质量管理发展的必然趋势。
关键词:离线检测 在线检测 专家系统 质量控制
近二十年来,纺纱质量水平突飞猛进,一方面棉花品质的改进为纱线质量水平的提升提供了条件,另一方面设备工艺技术水平和关键器材质量的提高为纱线质量水平的提升提供了保证。过去JC14.6tex条干不匀率低于14%可以说是业内奇迹,而目前11%已是正常水平,高水平的已做到10%以内。但是,近几年来对纱线质量水平的评判标准发生根本变化,使用者一方面关注指标质量,另一方面更关注实物质量和指标质量的稳定性与一致性。为满足用户的这一要求,近年来我们探索如何发挥现代检测设备的功能,把离线、在线、专家系统等检测手段综合运用到质量管理体系中,实现运用离线检测控制纺纱水平和控制波动,运用在线技术减少质量弱环,运用专家系统进行质量监控的纺纱质量控制新方法。
1. 发挥先进检测仪器功能,优化配棉和工艺设备状态,提高质量水平
1.1 以HVI测试指标为依据,逐步实现分类配棉
HVI大容量纤维测试仪采用先进的模块设计,具有长度/强度、色泽/杂质、马克隆值、荧光性UV、棉结等多个模块。具有快速、测试项目多、样本量大和数据准确等特点,已被广泛应用于棉花质量评定、棉包分类管理、优化配棉和优选纺纱工艺等领域。使用HVI可以检测纤维长度、整齐度、短绒率、断裂比强度、马克隆值、成熟度系数、回潮率、色泽Rd、黄度+b、棉结、杂质等指标,并能精确计算反映纤维可纺性的纺纱一致性指数 SCI。这些指标对纺纱工艺和质量具有重要影响,一般来说,细度、长度、强度较好的原棉能纺出更细、强力更高、条干更好的纱线,同时纺纱过程中断头少、效率高。表一列出了环锭纺高档机织用纱和针织用纱原棉对纺纱工艺影响的顺序。
表一 原棉质量对纺纱工艺的影响
影响顺序 | 高档机织用纱 | 针织用纱 |
1 | 长度和长度整齐度 | 马克隆值和成熟度系数 |
2 | 断裂比强度 | 断裂比强度 |
3 | 棉结 | 长度和长度整齐度 |
4 | 马克隆值和成熟度系数 | 棉结 |
1.1.1纤维长度与成纱质量关系分析
HVI表征长度的指标主要有:平均长度、上半部平均长度、长度整齐度指数、短纤指数等。纤维长度是评定质量的三个纤维特征之一,也是影响纺纱质量的重要因素之一。一般纤维长度长,纤维间接触机会多,抱合力大,成纱强力高,条干均匀,毛羽少,产品手感、光泽好。尤其在纺细号纱时,纤维长度的影响更显著。一般在纺制色织米通布、青年布等对条干、毛羽要求高的纱线时,应重点选配纤维长度长、整齐度好的原棉。
短绒率指标和上述纤维长度指标一样对成纱质量有非常大的影响,短绒的增加提高了牵伸过程中纤维控制的难度从而带来了附加不匀,增加了员工、设备、空调的负荷和耗棉成本,因此,控制原料短绒率和纤维加工过程中的长度损伤是纺纱质量控制的重要方面。纺纱过程一方面在原棉选配时要控制原料的短绒含量,另一方面应采取有效措施,减少纤维损伤,保持原棉长度,降低短绒含量。
短纤维长度HVI的界限标准细绒棉为1/2英寸即12.7mm,因为一般长度在15mm以上的纤维具有可纺性,对纱线指标会产生正面影响;长度为12—15mm左右的纤维仍有可纺性,起到使纱线饱满的作用,对纱线强力没有什么贡献;长度在10mm以下的纤维一部分在纺纱过程中成为落棉和回花,一部分由于纤维在纺纱过程中不易控制而扩散,形成毛羽,经摩擦后易成棉结,短纤维还易粘附在机件上,被带入须条后形成棉结。据统计,构成棉结的纤维长度有60%—70%是16mm以下的短纤维,因此控制短绒率一方面是控制好配棉中小于12.7mm的短纤维含量,对光洁度和强力要求高的纱线品种应控制在9.5%以内,同时要控制皮清棉的使用,剔除配棉中高短绒率的唛头;另一方面是加强纺纱过程中16mm以下短纤维的控制,尽量实现清钢工序短绒的排除大于增加,降低短纤维在生产过程中产生棉结的几率。
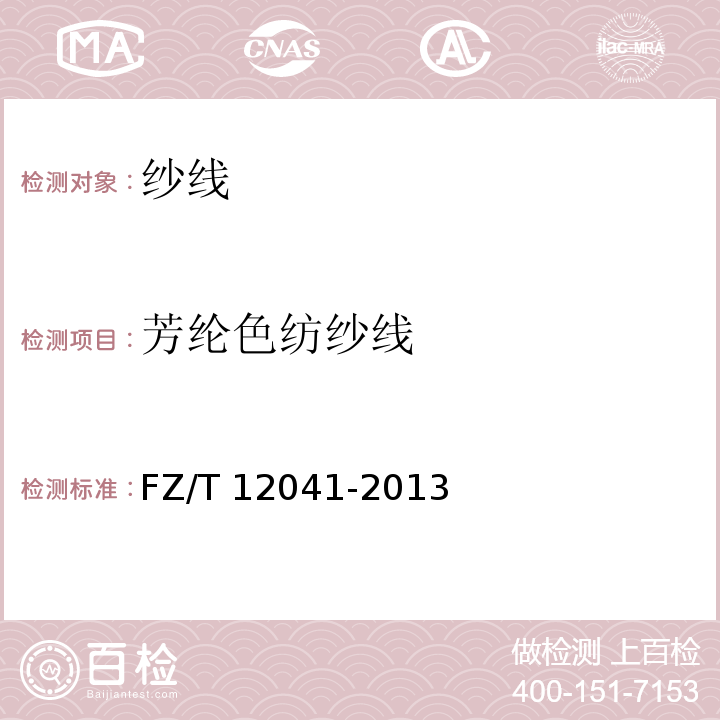
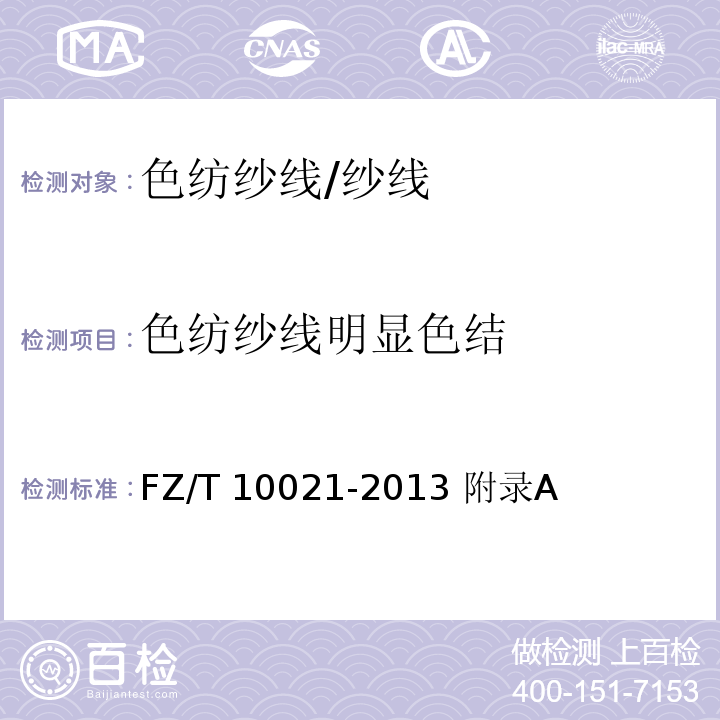
表征纤维长度分布的曲线图(通过AFIS测试得到),一种是纤维长度—重量曲线图(图一),一种是纤维长度—数量曲线图(图二),从图形可以看出:以重量计的平均长度L(w)大于以根数计的平均长度L(n),而以根数计的短绒率SFC(n)远大于重量计的短绒率SFC(w)。这是因为长纤维的重量总是要大于相同根数短纤维的重量,因此在纤维长度—重量曲线图(图一)中,纤维分布总是偏向于长纤维,从而使重量法的纤维指标总是要比根数法的纤维指标看起来要“好一些”。纤维长度—数量曲线图能更直观的评价纤维及其加工过程的性能,因此生产实践中控制根数计纤维长度和短绒率指标,具有更实际的工艺意义。
图一 纤维长度-重量曲线图
图二 纤维长度-根数曲线图
1.1.2纤维细度与成纱质量关系分析
细度是纤维*重要的三个特征之一,棉纤维的细度大体可以用HVI测试的马克隆值,结合成熟度指数来表征,在一定范围内,马克隆值小,纤维细度细,成纱截面内纤维根数多,纤维间的接触面积大,拉伸时滑脱机会少,成纱强力高。但纤维马克隆值过小,纤维成熟度往往很差,单纤维强力降低,成纱强力也低。马克隆值和成熟度指数对不同号数的纱影响程度不一样,纺细号纱时,马克隆值影响大,使用适当低马克隆值纤维,成纱强力增加显著;纺粗号纱时,使用适当低马克隆值纤维,成纱强力提高较小,相反使用较高马克隆值的棉纤维,成纱强力降低也较小,而纺细号纱时,成纱强力降低显著。因此配棉时纺细号纱要着重选配适当低马克隆值的原棉,以提高纱线强力和条干均匀度;纺中粗号,对染色色彩要求高的纱线,要着重考虑原棉的成熟度和适当高马克隆值,以降低成纱棉结,提高织物染色性能。但一定范围内,随着马克隆值的增大成纱质量总体上是逐步变差的,选配时必须根据产品的*终用途注意把握。
不同马克隆值纤维制成的织物,在同样染色配方下,产品色光深浅是不一的,因此配棉成分批次之间马克隆值差异大,或同一配棉中各成分马克隆值的CV值较高,其织物染色常会产生横档。因此,对染色色彩要求高的品种,要严格控制配棉批次平均马克隆值的差异和同批配棉中马克隆值的差异。一般要求,接批马克隆值差异控制在0.3以内,同批中不同唛头的马克隆值CV值控制在10%以内。
1.1.3纤维强度、棉结与成纱质量关系分析
纤维强度也是棉纤维*重要的三个特征之一,HVI使用断裂比强度和断裂伸长率表征纤维强度指标。棉纤维断裂比强度大时,必然是纤维细度细或单纤强力高,对成纱强力有利,同时纤维不易断裂,制成率高,有利于降低用棉量。
原棉棉结是由棉花采摘和加工时产生的,HVI测试的棉结与AFIS检测结果具有很好的相关性。生产过程中AFIS测试的棉结数据能准确反映设备状态,有效控制棉结清除效率。按照正常工艺设备状态估算,细绒棉纺制棉结要求高的品种,精梳条控制的棉结一般在12粒/g以内,按照生条到精梳条棉结清除70%计,生条棉结应控制在40粒/克,同样按照清梳联到梳棉棉结去除率85%计,低棉结含量原棉清花线棉结增长率65%计,原棉棉结应控制在160粒/克左右。因此纺制对棉结含量要求高的米通纱时,原棉选配的重点是(1)选择含棉结、带纤籽屑、软籽表皮等疵点少的原棉;(2)成熟度与轧工质量好的原棉;(3)含水适中的原棉。
1.2 运用AFIS,控制半制品过程质量,优化纺纱工艺
AFIS PRO单纤维测试仪是一种**纤维测试系统,它能快速、方便、准确地测试原棉、棉条和粗纱中的纤维长度、短纤含量、棉结杂质、成熟度等指标,有效地分析评价清梳联、精梳机、并条机、粗纱机的产品质量状况和变化趋势,为分析优化生产工艺提供较为科学的数据。
通过几年的探索,AFIS已经成为我司过程质量控制的重要工具,对半制品质量标准的制订、设备状态的优化、维修周期的判定、调整工艺配置、监控过程质量变化,甚至成本控制等都提供了准确的依据。
1.2.1 建立周期检测,及时消除“凶机”车台
我们对全部前纺机台半制品建立周期检测计划,制订AFIS指标控制图,同时通过建立质量报警闭环管理,对超限车台、眼、锭及时开出质量报警单,责任工序和车台包干人,在**时间内采取相应工艺措施,将超标“凶车”控制到指标范围内,实现对半制品质量波动的有效监控。
1.2.2 定期进行过程分析,优化工艺参数
利用AFIS测试的原棉、筵棉、生条、小卷、精梳条、熟条和粗纱数据,经常分析棉结、短绒、长度、成熟度等在纺纱过程中的变化情况,包括增长率、清除效率和控制图表等,不断优化工艺配置,控制落棉差异、分析设备状况、鉴定分梳元件优劣等指标。
表二 某品种前纺各工序AFIS测试主要指标变化情况
工序 | Nep | nep | L(w) | SFC(w) | UQL | L(n) | SFC(n) | Mat |
Cnt/g | [um] | [mm] | %<16.5 | [mm] | [mm] | %<16.5 |
| |
原棉 | 206 | 703 | 27.8 | 12.3 | 34.06 | 22.4 | 30.2 | 0.87 |
筵棉 | 320 | 715 | 26.76 | 13.1 | 32.68 | 21.48 | 31.1 | 0.89 |
增长率 | 55.34% | 1.71% | -3.74% | 0.80 | -4.05% | -4.11% | 0.9 |
|
生条 | 69 | 610 | 26.56 | 12.55 | 32.44 | 21.41 | 30.53 | 0.91 |
增长率 | (1)-78.44% | -14.69% | -0.75% | 0.25 | -0.73% | -0.33% | (3) 0.33% |
|
精梳 | 15 | 627 | 27.92 | (2) 8.45 | 33.54 | 24.41 | 18.5 | 0.98 |
并条 | 15 | 616 | 27.68 | 8.64 | 33.13 | 24.13 | 18.3 | 0.99 |
增长率 | 0.00% | -1.75% | -0.86% | 0.19 | -1.22% | -1.15% | -1.08% |
|
粗纱 | 17 | 643 | 27.56 | 8.76 | 33.04 | 24 | 18.1 | 0.99 |
增长率 | 13.33% | 4.38% | -0.43% | 0.12 | -0.27% | -0.54% | -1.09% |
|
表二是某生产线品种前纺半制品AFIS测试数据以及增长率、去除率的变化情况。从成熟度指数变化情况来看,清钢、精梳工序后,成熟度指数显著提高,说明这几个工序对不成熟纤维的排除达到了预期的工艺效果,生产过程中的疵点排除和气流回收作用良好。
红色(1)表明:梳棉机的棉结去除率低,于是我们对该生产线所有测试车台进行排查,发现其中一排4台车棉结偏高,原因是梳理元件状况已接近更新周期,一方面采取适当降低出条速度并采取磨针措施,使生条棉结降低到55粒/克,一方面着手更新分梳元件。
红色(2)表明:<16.5mm精梳短绒超过该品种控制指标,我们适当增加精梳落棉率,并调整部分精梳工艺:顶梳插入深度由0mm增加到+0.5mm;毛刷刺入深度由1.5mm增加到2.0mm,速度由1100r/min提高到1200r/min。采取措施后精梳条棉结从15粒/克减少到13粒/克,短绒率由8.4%减少到7.4%。
红色(3)表明:开清工艺还需改进,因为开清后纤维长度变短、短绒增加,为此我们对开清后各单机后纤维长度、短绒变化情况进行AFIS跟踪,查找过度打击工艺点,优化调整部分开清棉工艺。表三是AFIS对清花线各单机进行专项测试的结果。
表三 某品种开清线纤维长度短绒变化情况
项目 | 原料 | FA009 抓棉机 | FA10** 重物分离器 | FA029 多仓 | FA116 主除杂机 | SCFO 异纤分离器 | FA179B 棉箱 |
L(n)in | 0.83 | 0.81 | 0.81 | 0.81 | 0.79 | 0.78 | 0.79 |
增长 |
| -0.02 | 0 | 0 | -0.02 | -0.01 | 0.01 |
SFC(W)%<0.5in | 23.5 | 23.8 | 23.1 | 23.6 | 23.7 | 24.5 | 24.4 |
增长 |
| 0.3 | -0.7 | 0.5 | 0.1 | 0.8 | -0.1 |
表中可以看出,FA009抓棉机和FA116主除杂机后的纤维长度变短较大,FA029多仓混棉机和异纤分离器后短绒增长较高,为保证开清线后纤维长度不变短, 短纤含量零增长或负增长,我们对开清线上的这几个单机进行了工艺合理优选,通过多次试验,采取了一系列工艺措施。
(1)降低主要单机打手速度:FA009抓棉机打手速度由1050r/min降为950r/min、FA116主除杂机打手速度由330r/min降为260r/min、异纤分离打手速度由800r/min降为630r/min,以减少打手对纤维的损伤;
(2)提高抓棉机的运转效率,保证在95%以上,确保充分混棉,采取的主要技术措施为:打手刀片与肋条缩进3mm,打手每次下降量减少到1mm,小车往复速度加快;
(3)落杂区尘棒隔距调大,由3mm调到5mm,增大各补风口的进风量,在不落白的前提下,尽量增加落棉;
(4)调整FA029多仓混棉机进出风口的风量,保证棉箱混棉均匀。
通过上这措施的落实到位,开清线纤维长度损伤得到有效控制,短纤含量增长率可控制在-0.1%左右。
1.3 提高UT4、UTJ4对成纱质量水平的控制,改善质量波动
USTER®TESTER 4可精确地测定纱线质量变异系数,常发性疵点,支数变异,毛羽指数及变异,纱线直径、密度和圆整度情况及变异、纱线中的微尘和杂质的数量及大小等六十多种评价纱线质量的指标,并可根据不匀率曲线图、波谱图、变异-长度曲线图、直方图等多种图表分析纱线变异的原因及发生的部位,如周期性质量变异。USTER®TESTER 4还具有黑板和织物模拟功能、纱线质量一览图功能、以及长期报表功能,通过这些功能对纱线质量进行准确的评估。运用条干仪对纱线质量水平进行评价,并通过主要质量指标的变化来调整设备状态、对比专件器材的使用,同时运用波谱图、不匀曲线图分析异常锭位,查找纺纱工艺不足已经成为棉纺企业改进成纱质量的重要手段。在USTER® TESTER 4使用实践中,我们还要掌握运用长期报表功能、长度变异曲线等来改善质量波动,学会运用黑板、织物模拟等进行综合分析。
USTER® TENSOJET是**个具有可以在400m/min的速度下进行强力试验能力的设备。可以检测纱线断裂强力、断裂伸长、断裂强度、断裂功等指标的大小与数据的变异情况。利用USTER® TENSOJET 4高速强力测试仪可以在短时间内发现偶发性离散弱环。如果纱条中细节或疵点明显偏多、纱线强力低且不匀大、伸长偏小且不匀大,所有这些都会导致纱线在拉伸过程中,拉伸强力断裂点离散大,离散弱环多。一般普梳环锭纺纱线中产生离散性弱环的原因是截面中过多的短纤维,从而降低了纱线的捻度,导致弱环;精梳环锭纺纱线中产生离散性弱环的原因是原料的纺纱限制造成条干不匀产生末端的细节;气流纺纱线中产生离散性弱环的原因是纱线污染和纺纱器件的配置不良等。通过测试分析可以找出导致纱线强力离散性弱环数量大的原因,并落实有效措施提高纱线强力及其伸长率,这方面分析论述已很多,这里不再赘述。
2. 运用在线检测技术查找质量弱环,提高质量的稳定性和一致性
随着纺织生产向自动化、智能化、现代化方向发展,传统的离线检测已无法适应现代高速生产的需要,离线检验量仅占产品总量的万分之一左右,检测质量水平不能准确反映实物质量水平。为了有效控制产品质量,减少偶发性波动对质量稳定性和一致性的影响,运用在线检测技术对产品进行全面检测,并动态监控或报警,防止质量弱环流入后道工序。应用全程全样在线监控技术已成为现代纺织发展的趋势,目前纺纱生产各主机厂都研制了在线检测技术,但应用情况不一。
2.1 在线检测的特点
2.1.1 对产品进行****的全面检测。
2.1.2 通过检测、调整、监控、报警等手段,把疵品或不合格品消除在生产过程中。而传统的仪器检测,一般只能检测,而不能把不合格品及时清除,有一定的滞后性。
2.1.3 在线检测还具有质量分析、质量统计、产品评估等功能。
2.1.4 在线检测把检测、分析和优化生产有效地结合起来,为生产和质量控制实现自动化提供了保证。
2.1.5 在线检测在生产成本节约上有一定的优势,省时又省力。
2.2 在线检测的应用
目前应用比较多的在线检测技术是清花异纤检测、并条机在线检测和清纱器在线检测技术,其中清纱器在线检测技术应用*为广泛,一方面能够清除纱疵,另一方面还能够利用在线检测的质量统计数据设定各种类型纱疵的质量报警*限,自动报警异常疵点或剔除异常纱管。其主要报警参数有:条干CV值上下限报警,常发性纱疵报警,毛羽H值上下限报警,支数偏差、错支纱报警,周期性链状纱疵报警等,报警界限设置示例见表四。通过及时检测和清除各种质量异常纱线,可以防止突发性纱线质量变异对纱线质量的影响,保证纱线质量稳定保持在一定范围内。
表四 报警界限设置示例
项目 | 设限 | 检测长度 | 纺织报警 | |
C 通道的设置 | +20% | -17% | 2.0m | 2-5 /1km |
CC 通道的设置 | +28% | -24% | 1.0m | 2-5 /1km |
CV | +15% | -15% | 400m连续检测 | ±15% |
N+200% | MV+5×S | 1000m | 锁定 | |
Thick+50% | MV+5×S | 1000m | 锁定 | |
Thin-50% | MV+5×S | 1000m | 锁定 | |
PC | +28%、1cm、间距10cm、个数12 |
| 3-5/1km | |
纱线的质量变异会在织物上产生有害的外观,这些疵点必须尽早被检测来,否则这些不良品流入到后道会在布面产生横档疵点,使布面风满度变差、布面风格变坏,产生疵点的“集聚效应”,会使成纱均匀度下降,产品品质恶化,造成客户投诉,严重时会导致索赔。
纱线疵点有随机性和突发性之分,一般随机性疵点由环境、操作因素造成,突发性疵点大多呈周期性,一般由机械和专件、器材因素造成。周期性疵点对于织物的破坏程度主要取决于疵点波长的大小,一般可分为短片断、中片断和长片断。短片断周期性质量变异:表现为在织物面料幅宽范围内,1cm到50cm长的周期性质量变异重复出现许多次,导致周期性的粗节或细节之间距离很近,在大多数情况下,会产生云斑状的花纹;中片断周期性质量变异:50cm到5m范围内的周期性质量变异不容易辨别,这个范围内的疵点在双倍的幅宽或者针织面料一个周长内的纱线的展开长度是周期性波长的整数倍或接近波长的整数倍的时候影响特别严重。在类似情况下,会在机织面料中产生“横档”或会在针织面料中产生“条痕”;长片断周期性质量变异:波长大于5m的周期性质量变异在机织物和针织物中能产生很明显的横档,因为这种周期性疵点的波长大于机织面料的幅宽或针织面料的周长,在*终产品中这种疵点很容易识别。
周期性质量异常虽然由个别的眼、锭位产生,数量有限,但危害很大,纺纱企业必须将消除周期性质量异常工作作为质量管理工作的重要一环。一方面要运用清纱器在线功能严格把关,另一方面要建立异常锭位的质量追溯机制,查出成因,特别是可采用标识法与JN-GDDW-IV型管位对位系统相结合,建立扫锭工作周期。消除细纱机上的异常锭位是纺纱企业控制质量弱环的一项长期而艰巨的工作。要运用清纱器进行在线监控,将不合格的管纱挑拣出来,并确定锭号由专门维修人员到相关细纱锭位上去查找,并根据UT4检测、分析的结果,找出造成异常的根本原因,消除异常的粗纱或机械故障,使成纱质量始终保持稳定一致。由于我们建立了扫锭工作机制,几年来消除了大量的异常锭位,有效地预防质量问题的产生并可长期有效地减少质量问题的产生,提高了质量的一致性和稳定性,同时由于管理的改善,使得自动络筒机的停台机会大大减少,提高了络筒机的生产效率。
3. 运用专家系统开展质量监控与质量优化,提高整体质量管理水平
信息化技术运用到现代纺织企业管理中已被越来越多的企业所认识,专家系统通过集成化的数据采集与管理,并根据用户需要形成多种图表,为使用者提供了更加快捷方便的数据获取与评判手段,一方面可实现在线质量监控,一方面记录大量历史数据。USTER专家系统目前由并条、细纱、实验室和电清专家系统组成,可实现质量监控、设备状态监控,效率监控、产量监控,实现质量优化、工艺过程追踪分析、管理报告等,是提高质量管理手段、提高生产效率、优化成本的一种重要工具。电清专家系统主要有数据报告和工厂数据管理两大应用功能。
3.1 数据报告的应用
3.1.1 建立数据报告定时查看制度
数据报告主要有机器报告、批号报告、分级报告、位置报告、特殊报告等八种报告和一个位置图表,专家系统是整个纱线络纱过程的在线监控,对所有管纱进行质量监测,提供的数据功能强大,实用性好,必须建立管理人员和操作人员定时、定期查看报告制度,并落实到生产质量管理和设备维护中,才能真正发挥数据报告的信息功能。质量员可以通过报告快速查看某批纱直至每个锭位的质量变化,及时向前道提供质量变化信息;运转管理人员可以通过报告查看各班次生产效率、坏车、坏锭情况,掌握好车间生产调度;设备工长和维修人员可以通过报告查看异常锭位情况,及时修复。
3.1.2 建立数据报表自动报警制度
在专家系统中可以根据客户特殊要求和公司内控质量标准,对重点指标设定界限,实时显示及时报警,并由专家系统管理员将信息提供给相关责任人员分析解决。
3.1.3 建立长期数据分析制度
专家系统具强大的数据储存功能,可以对长期数据进行统计分析,可以方便地根据报表、曲线对比长期质量变化情况,帮助我们及时总结优化工艺,开展质量问题追溯等。
3.2 工厂数据管理的应用
3.2.1优化NSLT清纱曲线
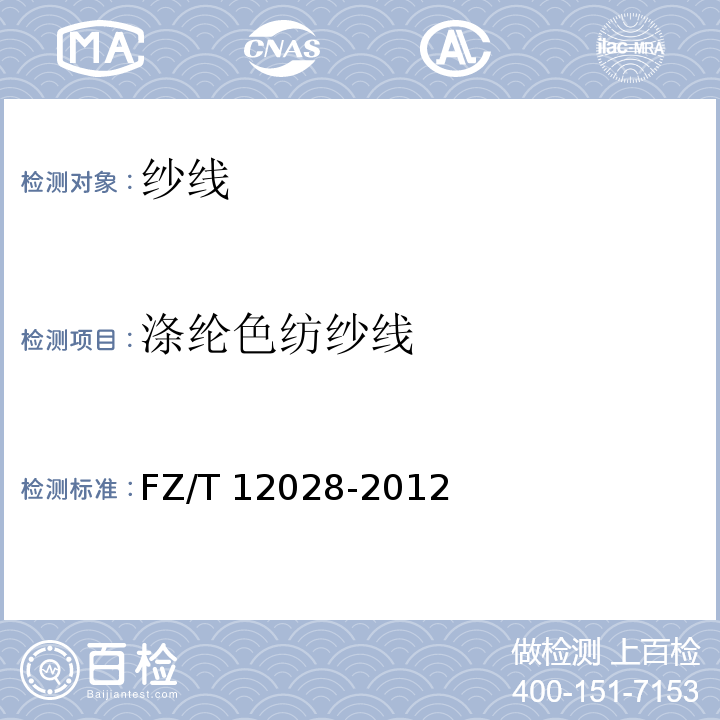
在实际生产过程中,在主菜单“批号”菜单下进行操作应用,将设定品种的清纱数据先上传到专家系统主控机,建立品种的批号,通过批号的建立,进入散点图的收集,通过收集到的散点图,对设定品种进行自动曲线优化。运用CAY优化清纱曲线,是平衡纱线质量与络筒效率的一项重要工作。据测算,每100km减少一个切疵,络筒机效率将提高0.1~0.15%左右,可显著降低吨纱能耗。CAY优化清纱曲线前后对比情况如图三,图四所示。
图三 不恰当的清纱,10万米切次数为160个
图四 沿纱体而设定的清纱曲线,10万米切疵数79个
3.2.2 接头质量分析
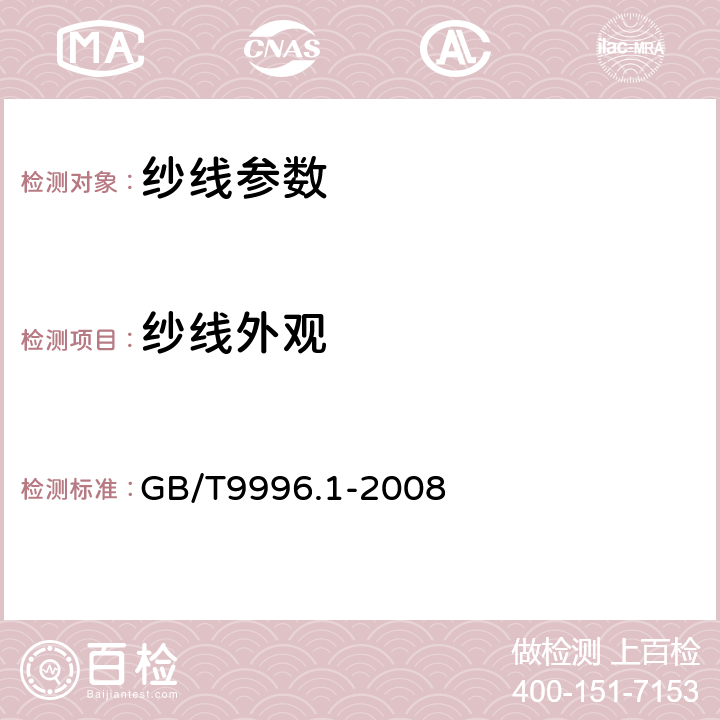
利用专家系统可快速查询不合格接头的锭位,帮助维修人员及时处理异常锭位,防止不合格品流入到用户手中,并提高络筒效率,该项功能是电清专家系统*直接有效的质量控制手段.
图五 接头状况良好
图六 接头状况不良
图五,图六是接头质量对比图,图中绿色小方块表示接头质量良好,红色小方块表示接头质量不良,利用上述图形,可不再需要用视觉对比来判断接头的好坏,所有的接头均经过电清的检查,可轻松分辨出不良接头与锭位。
4. 结语
将信息化技术应用到质量管理体系中是传统质量管理向现代质量管理升级的重要途径,也为质量管理手段现代化、系统化、科学化创造了条件,提供了保证,是纺织生产质量管理发展的必然趋势。当前我们很多企业还处于离线检测应用的初级阶段,或是在线检测、专家系统应用的探索阶段,随着市场对综合质量水平要求的不断提高,随着质量管理不断向纵深发展,对现代检测手段的功能要求将会越来越多。现代离线、在线和专家系统等综合检测技术功能强大,需要生产企业根据企业的实际需要边使用、边探索、边总结提高。
5. 参考文献:
(1)乌氏特技术苏州有限公司上海分公司.纱线质量的在线检测(J).现代纺织技术,2009,17(3):49-53.
(2)乌斯特技术苏州有限公司上海分公司. 乌斯特专家系统.
(3)戴俊.针织纱质量控制技术初探(J).棉纺织技术,2010,38(12):1-5.
(4)赵阳等.在线检测技术在纺纱生产的应用与质量控制.2009中国棉纺织总工程师论坛论文集:341-348.
(5)刘荣清.AFIS PRO 单纤维测试系统的原理和应用,中国纱线网.
(6)徐少范.棉纺质量控制(M).北京.中国纺织出版社,2002:184.
(7)刘国亮.任家智.纺纱生产中棉结问题研究.2007年中国棉纺织总师论坛资料汇编147-152 0173 3840.
(8)USTER QUANTUM2电容式清纱器说明书.
(9)立达纺纱手册第1册。