包芯纱产品从20世纪60年代起已不断的增加,大约已有1000万锭纺纱设备遍及世界各地生产包芯纱。
包芯纱价格比较昂贵而且生产比较复杂,但市场的需求量依然不断的增长,大约每年生产包芯纱的环锭锭子增加20万至30万锭,预计未来仍会继续增加。
包芯纱是由长丝纱芯及包复短纤维纱而形成,这种类型包芯纱具备长丝(刚性丝及弹力丝)强力高、伸率大的理想优点,外面包以短纤维纱又使包芯纱具有天然纤维的外观、手感及回潮吸湿性,如棉纤维吸湿后膨胀或具有轻微的阻电能力等。包芯纱这些主要的质量特征是由于很好的包芯技术及纱芯,包芯纱的原料性能所致。绪森公司已多年向国际市场提供许多不同的包芯装置,生产包芯纱及利用传统环锭细纱机生产普通包芯纱,现在已发展出利用紧密纺纱装置生产紧密包芯纱及紧密线等。
2、包芯纱的类别:
由于包芯纱纱芯有刚性及弹性长丝两类,因此各具有不同的特点,许多重要特性概括于表1中:
| 特点 | 刚性包芯纱 | 弹性包芯纱 |
| 1、应力、应变特性 | 低弹性伸率高强力 | 高弹性伸率、正常强力 |
| 2、包芯 | 长丝通常为涤纶 | 弹力丝(莱卡、多来斯坦、斯泮特克斯) 予加应力使长丝发生弹力伸长 |
| 3、应用 | 缝纫线及其它技术领域里应用 | 短纤维纺纱系统:休闲服、运动服, 长纤维纺纱系统:外衣 |
| 4、包覆纤维的比例 | 精梳棉、涤纶30-55% | 精梳棉80-95% |
| 5、纱芯的喂入 | 以均匀的张力牵伸20CN(普通的),或以均匀的张力牵伸50C N如图2所示 | 积*传动喂入装置(退绕装置),产生张力牵伸(予应力)2.5-4倍见图1 |
| 6、钢领、钢丝卷形状及横截面 | 一高弧形钢丝卷 一平直或半圆形截面(用于粗支纱) | 钢丝卷形状与纺 |
| 7、钢丝卷速度 | *大25米/秒(22米/秒加工涤纶纤维) | 比普通纱的钢丝卷轻*大30米/秒 |
| 8、分离器 | 没有环形分离器 高板式分离器 |
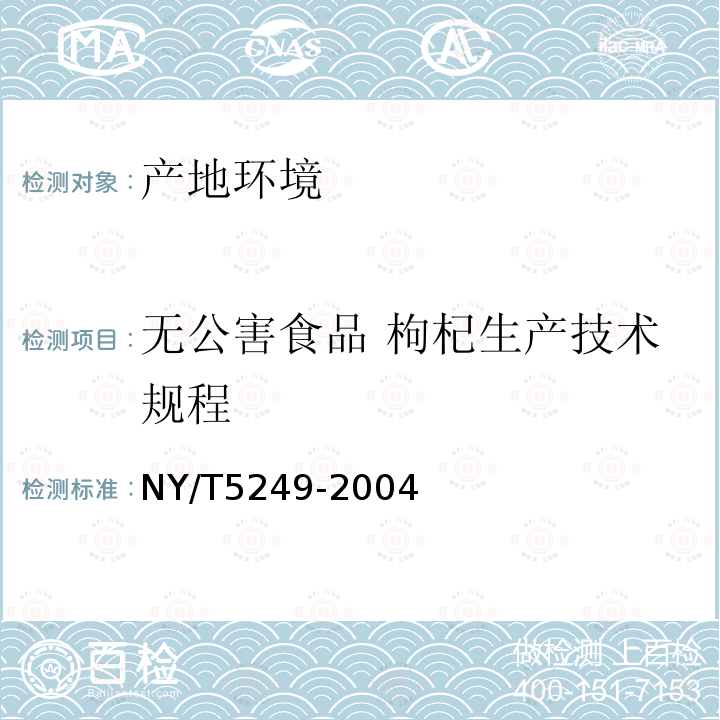
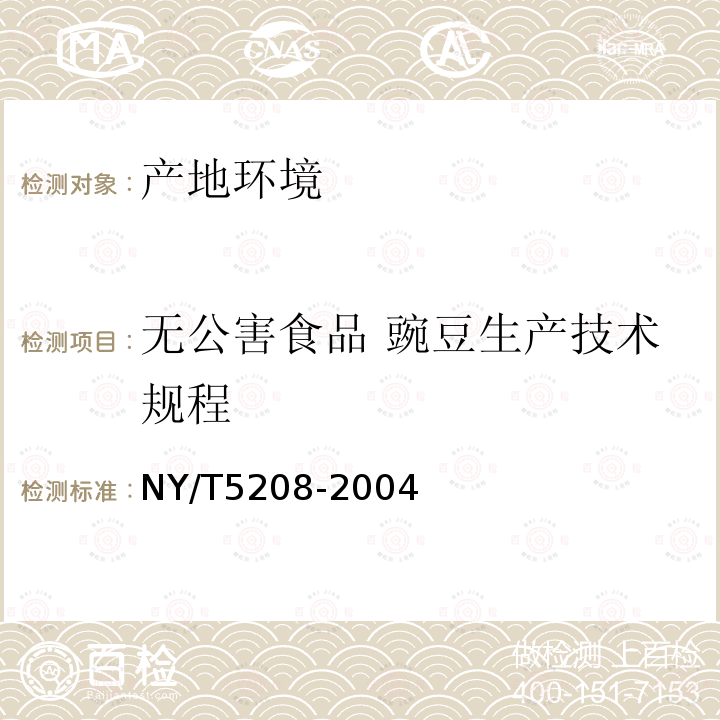
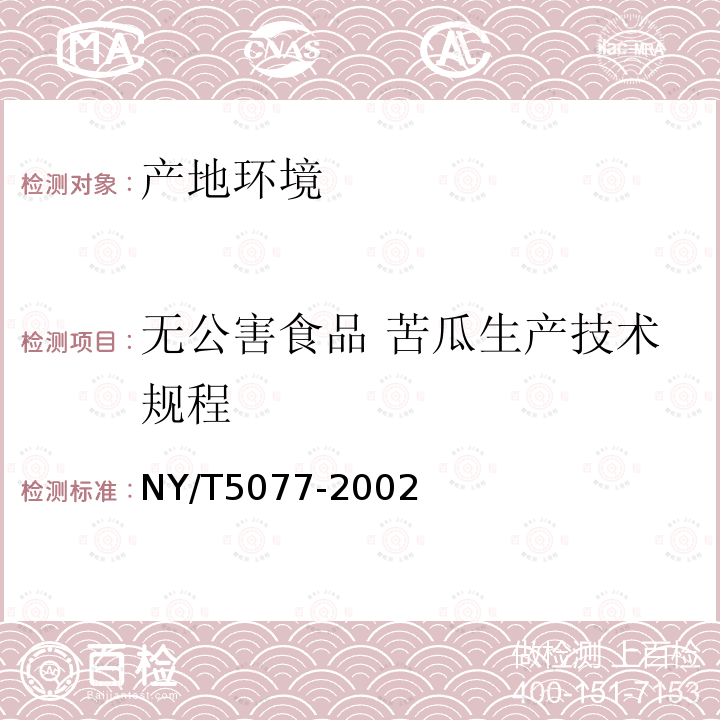
3、纱架:如图1、图2、所示,应用刚性长丝或弹力长丝包芯纱在环锭细纱机上生产包芯纱的状况。
刚性包芯纱的质量取决于生产中对长丝芯纱的张力,如果对长丝的牵引张力为6CN及20CN,长丝细度为152 0173 3840DTEX,棉纱支数为19英支,会表现出不同的纺纱结果,表明在纺纱中长丝的导纱元件对长丝的制动张力是十分主要的,因此对长丝纱设置以三种不同的位置以达到张力控制的目的,图 2中长丝位置1、2、3。
长丝喂入在前罗拉一对牵伸体系前
图1 弹力包芯纱的生产工艺简图 图2刚性长丝包芯纱的生产工艺简图
方被短纤维包覆:为了使包芯纱纺的好,或者使弹力尽可能达到理想水平,长丝必须可靠的立即被包覆在被牵伸后而尚 未加捻的短纤维中间,通常都是在一对前牵伸罗拉前面。
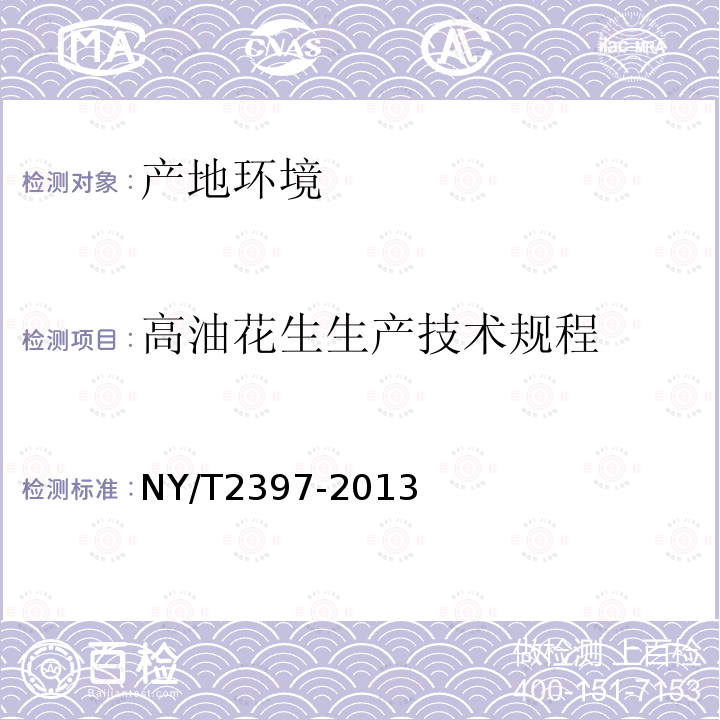
实践表明短纤维在罗拉钳口引出后被吸入到吸棉管中,有可能长丝没有被短纤维包覆在纱芯中而在纤维束的一侧(左侧或右侧)形成错误包覆,但大部分会正确的将长丝包覆在纱线的中间形成纱芯达到理想的包覆程度。
不恰当的弹力丝的喂入,对包芯纱的影响将影响弹力包芯长丝与短纤维进行包芯纺纱的质量,纺出的包芯纱可生产针织布,从布面上可看出弹力和长丝的喂入正确与否,不正确的喂入会出现裸体长丝在短纤维的左面或右面。形成纱疵,会在包芯纱及针丝布表面出现长丝没有被包覆,形成裸丝疵点。此外环锭纺钢领,钢丝圈摩擦产生的热会使裸体弹力丝芯受到热损坏或者对下游工序会产生不利的影响,使包覆的短纤维脱落。
对于刚性或弹力长丝包芯的喂入,绪森公司的包芯纺纱装置一般都配有光滑的回转导纱罗拉,积*传动喂入罗拉保证包芯纱芯能够在理想的位置及柔和而没有摩擦的转移。
生产刚性包芯纱的导纱喂入部分,在前上罗拉与前边缘支架之间配置了陶瓷导纱眼或固定板。
5、紧密纺包芯纱:
Elicore紧密纺单纱
包芯纱要能减少长的毛羽,使针织布面光洁美观,应用紧密纺纱所以生产出紧密包芯纱的毛羽比较少,而且显著改进了包覆纤维对长丝滑动的阻力,使针织衣制衣时具有清楚的针脚,经过减少纱线支数及捻度可使织物具有柔软感。
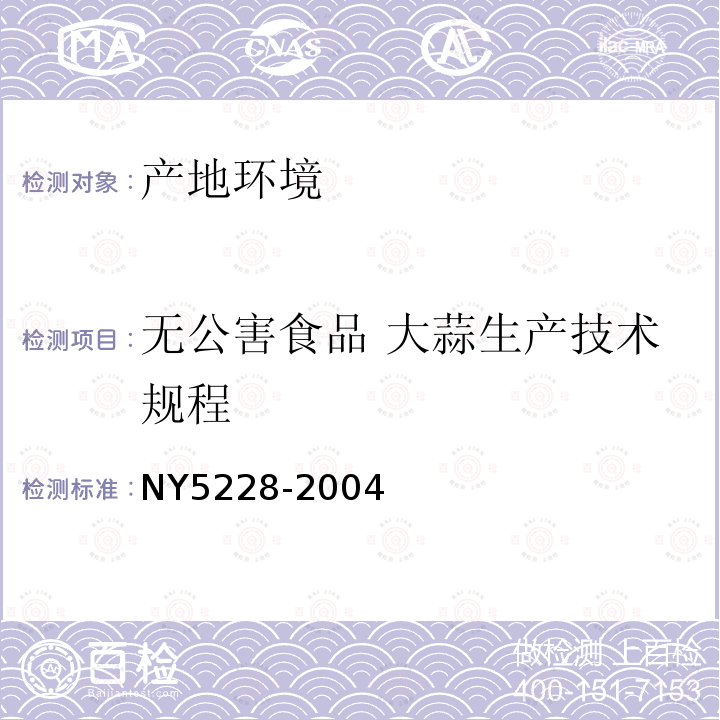
表2所示为普通环锭包芯纱所生产的刚性、弹性包芯纱与Elite紧密包芯纱即绪森包芯纱装置的比较,主要必须将长丝或弹力丝要排放在宽度为0.4毫米或更狭小的纤维束中心,实践经验证明这一点必须在整个纺纱过程中做到长丝的均匀分布才能生产出好的包芯纱,而这一点只有绪森紧密包芯纺纱技术才能做到,不需要任何横动装置及特殊训练的操作工的操作。
表2-①Elicore-刚性长丝包芯纱
表2-② ELicore-弹性长丝包芯纱
改进纤维对长丝的包覆集聚作用,使长丝早已喂入到牵伸系统的前上罗拉,并且通过聚集区长丝与包覆纤维会集在一起形成紧密包芯纱。
图3弹力包芯弹力包芯纱的生产股线工艺简图
| 方法 | 英支 | 长丝 | 强度 | 断裂伸长率 | 乌斯特 | IPI | 毛羽 | 毛羽 |
| Ne | dtex涤 | CN/tex | % | CV% | -50/+50/+200 | 乌斯特H | Zweigle S3 | |
| 普通包芯 | 45涤 | 78 | 45.4 | 13.0 | 8.1 | 0/12/8 | 3.39 | 266 |
| Elicore | 45涤 | 78 | 52 | 13.2 | 6.9 | 1/3/7 | 2.97 | 193 |
| 普通 包芯 | 48棉 | 74 | 42.7 | 12.6 | 11.2 | 0/59/172 | 3.6 | 1019 |
| Elicore | 48棉 | 74 | 43.8 | 128 | 9.3 | 0/21/10 | 52.6 | 77 |
表2-② ELicore-弹性长丝包芯纱
| 方法 | 英支 | 莱卡 弹力长丝dtex | 强度CN/TEX | 断裂伸长率% | 乌斯特CV% | IPI -50/+50/+200 | 乌斯特毛羽H值 | Eweigte 毛羽S3 |
| 普通 | 30棉 | 12.4 | 13.6 | 6.4 | 12.2 | 2/25/27 | 5.9 | 1344 |
| ELicore | 30棉 | 12.4 | 16.2 | 7.6 | 12 | 0/27/31 | 4.7 | 294 |
| 普通 | 24棉 | 12.4 | 13.8 | 5.8 | 10.2 | 0/0/2 | 6.2 | 1274 |
| ELicore | 24棉 | 12.4 | 16.4 | 5.9 | 10.2 | 0/0/2 | 4.6 | 246 |
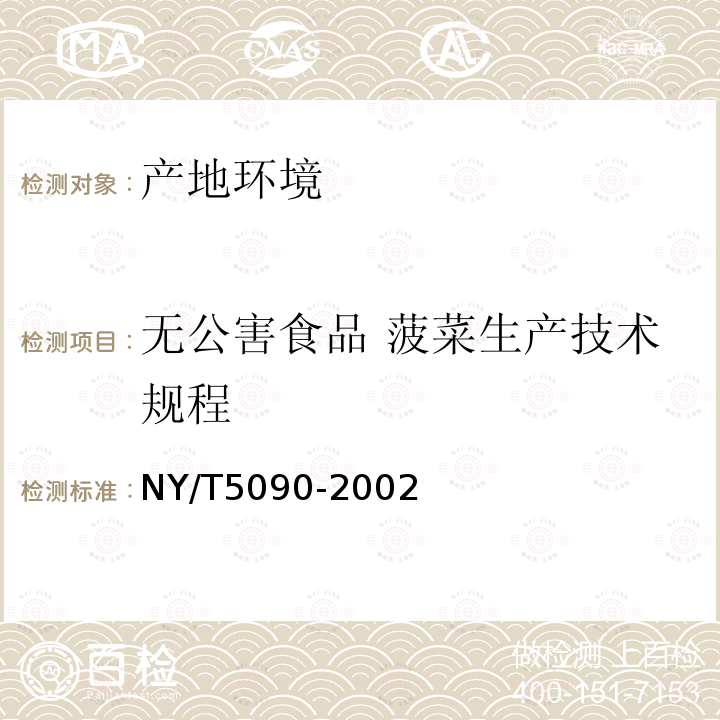
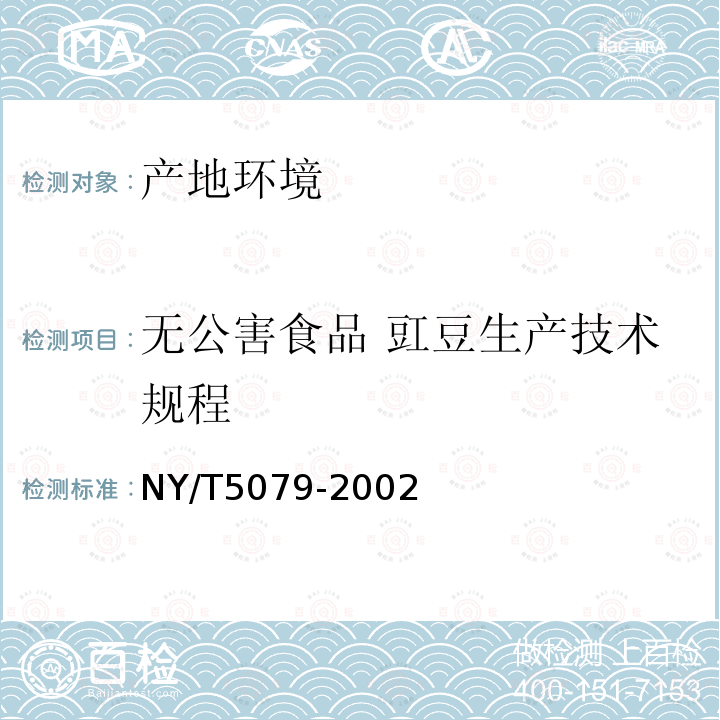
改进纤维对长丝的包覆集聚作用,使长丝早已喂入到牵伸系统的前上罗拉,并且通过聚集区长丝与包覆纤维会集在一起形成紧密包芯纱。
图3弹力包芯弹力包芯纱的生产股线工艺简图
经过大量试验表明,在试验室条件下,刚性长丝包芯纱与弹性长丝包芯纱相比较(英支24支纱及78dtex莱卡弹力丝),弹力丝的张力牵伸为260%,所生产的弹力包芯纱包覆状况并不理想,但毛羽会减少,而且针织布加工衣料时的针脚会很清晰。相比之下紧密纺包芯要比普通环锭纺生产的包芯纱的外观质量好的多,但在某些情况下也会产生一些问题,出现包覆质量不好的现象。
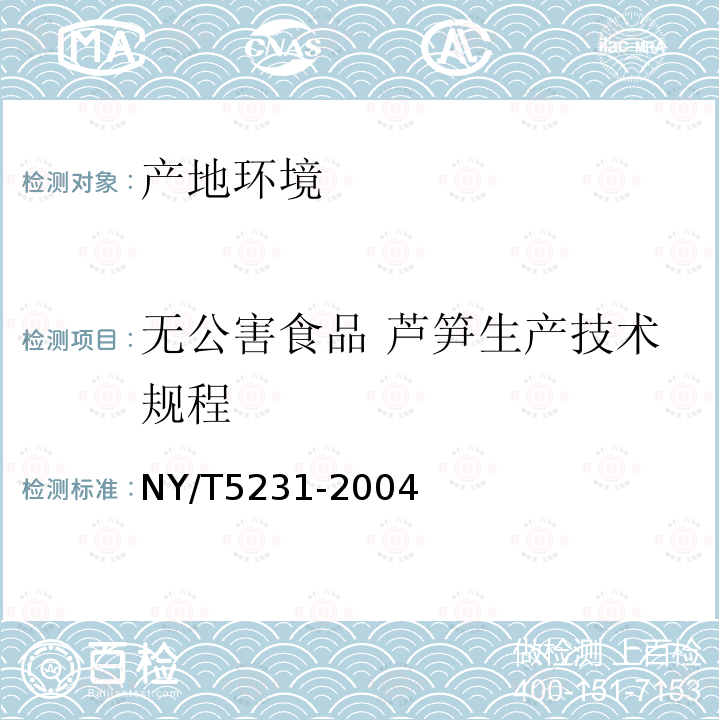
5.2 ELicore捻线技术:
新型的ELicore Twist股线包芯纱技术生产的包芯纱,解决了单纱包芯纱存在的问题,在两根单纱形成捻线前经过V型区时,完成了纱线的凝聚,然后会并在一起形成两股线并与纱芯一起,生产出包芯纱股线,刚性长丝或弹力长丝的包覆质量十分理想,如图3所示。
长丝或弹力丝在捻线中心喂入,如图3,其包芯股线的系统设置比普通包芯纱的机构要精确的多,即使芯纱不能****在两根紧密纱中间,但全部纤维的包覆作用是得到保证的,而且包芯纱的机构要比单纱包芯纱的机构简单的多。
与普通弹力包芯纱相比较Elicore股线包芯纱技术与其生产同样的纱支,毛羽要少的多,而且针织衣料的针脚要清晰的多,尤其理想的弹力包芯股线,包覆结果更好。
ELicore紧密包芯股线,如果纱芯是刚性长丝,其包覆质量也要比普通包芯股线的质量好。ELicore紧密股线中的纤维抗滑移能力强。
由于包芯纱主要用于下游工序生产,因此ELicore紧密股线提供了许多附加的经济优点,不论刚性长丝及弹性长丝包芯线加捻都一次性完成成股线,不需要另外的捻线设备。
6、包芯纱的接头技术:
当代包芯纱生产技术的重要问题是解决包芯纱股线的接头问题,目前紧密纺包芯股线的接头技术已解决,适当调节加长打结器的缝隙,并且调整空气压力以适应于弹力包芯线,避免弹力纱芯的回缩,从而使打结器减少了对弹力包芯纱接头的故障及疵点。目前,ELicore打结器及ELicore股线的打结器,都不需要重新设计或制造,只需对通常应用的打结器稍加改进即可。
结束语:
紧密纺纱线,改进了普通环锭纺纱线的性质,同时也有效的改进了弹力包芯纱线及刚性包芯纱线的性质,单纱的紧密纺包芯纱,需要高度精细的设置长丝或弹力丝的喂入装置并且要很好的对挡车工进行技术培训。
而新的ELicore股线生产技术,可以经济的产生出优质包芯股线,而长丝或弹力丝的喂入机构比较简单易行。
应用ELicore股线生产技术,不仅可以生产各类棉型包芯股线用于生产各式针织内衣、各式休闲服、运动服及外衣,还适应于生产精梳生产精梳毛纺紧密包芯纺股线,取替目前普通的精梳毛纺包芯股线的生产技术,使精梳毛纺包芯股线的档次进一步提高。
参考文献:
1、Norbert Brunk:“ELiTwist-compact yarn for superior Demands” spin innovation (J)2003.10 P17-22
2、秦贞俊:“国内外花式纱线生产技术的发展”11届全国花式纱线及织物技术进步论文集
3、秦贞俊:“紧密纺环锭纺纱技术”现代纺织技术 (J) 2010.2 P3-6
4、秦贞俊:“紧密纺锭纺加工羊毛精梳纱” 毛纺科技 (J)2012.2 P16-18
5、秦贞俊:“环锭纺纱技术的新发展” 纺织导报 (J) 2000.4 P16-17
6、秦贞俊主编著“现代棉纺纺纱新技术” M (上海 )东华大学出版社2008年7月
7、秦贞俊主编著. 世界棉纺织前沿技术(.M) 北京 中国纺织出版社2010.6
更多内容请关注中国百检网
更多内容请关注