DTY的染色性能和力学性能,不仅与POY后加工条件有关,还与POY原丝的
一、条干不匀率
1、条干不匀率的测定
条干不匀率表示丝条长度方向的粗细不均匀的程度。条干不匀率的检测,目前国内外大多采用瑞士Uster生产的Uster I-C型、UsterⅡ-C型、UsterⅢ-c型,其测量原理是根据电容的变化间接测出丝条粗细的变化。丝条经过检测处两块平行金属板组成的空气电容器时,当丝条单位长度内的质量发生变化就会引起电容量的改变,电容量的变化率与检测电容器*板间丝条质量的变化率呈直线关系,通过自动积分仪,换算成平均差系数U%或变异系数CV%,并在测试过程中绘制波谱曲线图和条干不匀率曲线图。当丝条的质量固定而介电常数发生变化时,同样会引起U值的变化。丝条的介电常数与聚酯纤维的含油量、含水率有关,因而要保证乌斯特值测量准确,丝条上的上油率必须均匀,测试室的湿度要恒定。另外,空气中的尘埃沾污丝条时,同样会引起丝条质量的变化,以致造成测得的乌斯特值不准确。因此,使用乌斯特仪测定条干不匀率时,必须在恒温恒湿的清洁环境中进行。
在测定条干不匀率乌斯特值时,可用正常试验、抑制试验和半抑制试验等三种U%值或CV%值来表达。所谓正常试验,即来自被测材料的信号以所用测量场的长度作为基准,测定结果包括短片段、长片段的不匀。抑制试验结果反映长片段的不匀,短片段不匀借助于滤波器而被抑制。半抑制值的测定是指,当不匀曲线图上只希望出现中片段不匀时,可用抑制试验,并选择合适的走纸速度和试样速度,使中片段不匀明显地表现出来,而短片段和长片段不匀被抑制。由此可见,当条干不匀率相同的丝条被测定时,得到的数值为抑制值*小、半抑制值次之、正常试验值*高。
长短片段的划分:在波谱图上,波长在50cm以下时为短片段,波长50cm~5m为中片段,5m以上为长片段。
(1)平均差系数U%。可用图1-14描述,用百分率表示,其计算式为:
(2)变异系数CV%。当丝条蜃量均匀分布时,质量的变化可认为接近正态分布:变异系数CV%为标准差S除以平均值,计算式如下:
若被测定的丝条质量的变化按正态分布,则其平均差系数与变异系数的关系为:
CV=1.25U
2、POY条干不匀率曲线和波谱图
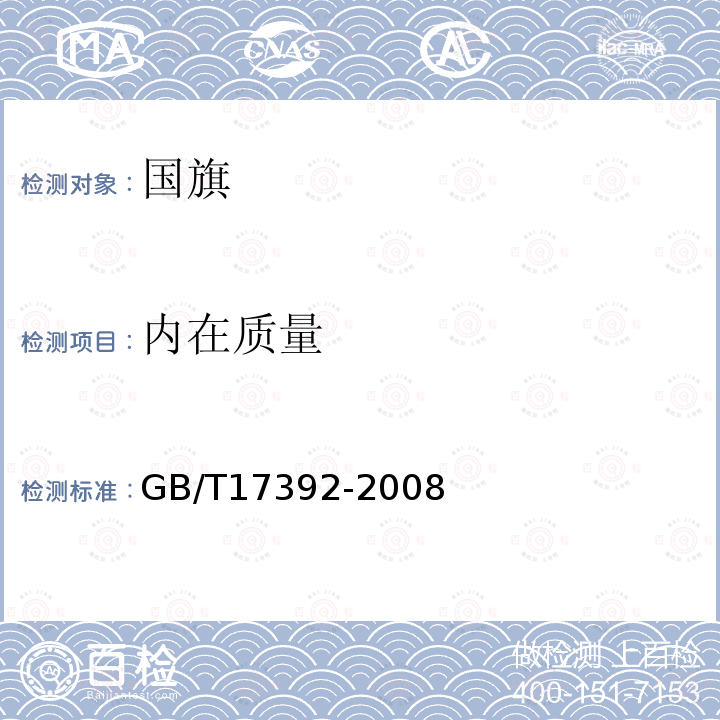
若POY的条干均匀性很好,则U%很小,不匀率曲线近乎为直线,其波谱图为一条较平坦的波幅较低的谱线,如图10-15(a)所示。当POY的条干不匀率较大时,波谱图上会出现馒头形的高峰或烟囱形突起峰,如图10-15(b)所示,前者是连续性周期波,这是由工艺性因素差异造成的;后者是非连续性周期波,一般由机械性缺陷引起。
据文献介绍,CV%≥1.2%时,POY的粗细不匀程度较大,假捻变形时断头多;CV%≤0.9%时,POY粗细均匀,加弹稳定,加工成DTY的染色M率高,僵丝和毛丝少。因此,一般认为CV%≤0.9%属于正常的波谱图,CV%≤0.8%是理想的POY条干波谱图。
条干不匀率U%或CV%值虽能在一定程度上反映POY的条干均匀性,但不能据此找出产生条干不匀的原因是工艺的还是机械设备的,也不能准确判别对后加工和产品性质有何影响。条干不匀率曲线和波谱图能恰当地分析出POY的内在质量。波谱图上出现馒头形的高峰时,对POY的后加工性能和*终产品的染色性质有明显的影响,织物上将产生明显的横档条花;若出现长片段突起峰,当高度超过平均波高的1/2时,就可能在织物上呈现显著的染色不匀;若存在较严重的短片段不匀的丝条织成织物时,其表面呈现点状的染色不匀。
影响条干不匀的因素很多,由不同原因造成的条干不匀的波谱图形不同。下面为几种典型的条于不匀率波谱图。
(1) 纺丝组件对POY条干不匀率的影响。据文献介绍,POY条干不匀率CV%在2%以上时,不匀曲线在10%范围内波动,波谱图在2.5cm~6m范围内高度增加、振幅很大,但没有明显的峰,如图10-16所示。这种不匀是由于纺丝组件产生的POY毛丝造成的。喷丝板清洗不干净、海砂筛未选好、组件预热温度不合理、预热时间过长、安装不当等可造成毛丝。同样,如果切片干燥效果不好、切片不清洁,也可产生类似的情况。
(2)冷却吹风条件对POY条干均匀性和DTY染色性的影响。当侧吹风风速、风温发生较大波动时,POY条于不匀率波谱图如图l0-17所示。从图中可看到,POY在8~40m间有连续长片段大山峰,这说明每隔8~40m丝条质量有周期性变化。具有这种条干不匀的长丝,其平均力学性质与正常丝条无明显区别,因此对它的后加工性能无影响。但在同样加工条件下,加捻时其粗节丝的捻度比细节丝低,加捻张力高,因此,通过假捻器时会导致加捻不稳定,而且丝条通过加热器表面时因接触不匀而使加热不匀,*终使DTY成品染色不匀,制成的针织袜筒上将产生周期性色差,形成横向阔条纹(通常称阔段斑)。
(3)卷绕张力对POY条干均匀性的影响。对无导丝盘卷绕时,卷绕筒子两端的丝条与中间丝条的卷绕张力差引起的POY条干不匀波谱图如图10-15(b)所示。图中,在λ=1m处有一基波,呈烟囱形突起的高山峰,基波波长λ等于卷绕头横动导丝器的往复动程;在λ/2、λ/3、λ/4处有谐波。这种POY谱图的U%值较高。若POY谱图上仅λ处有一基波,而λ/2、λ/3、λ/4处无谐波,则对POY后加工及DTY染色性能几乎无影响。因为这种条干不匀是在POY凝固成形之后产生的,对其纤维结构的影响甚少;而且这种不匀是由于卷装两端的丝条与中间丝条的微小的卷绕张力差异引起的,条干不匀出现的次数虽然相当频繁,即横动导丝器一个往复就有两次,但由于每次出现的粗细偏差相当小,故不会引起POY后加工时加捻不稳定和DTY染色不匀。若POY波谱图上λ/2、λ/3、λ/4处有谐波且波峰较高时,则可能是由于横动导丝器的运动勾伤丝条,对POY的后加工性能有影响,其相应的DTY染色袜筒呈横向点状细条纹(通常称细段斑)。
3、影响POY条干不匀率的因素
影响POY条干不匀率的因素有很多,包括原料因素、工艺因素和设备因素等。
- ①切片的质量,若切片含水不匀,纺丝时即使温度不变也会造成熔体粘度波动,致使POY条干不匀。
- ②纺丝温度异常,会造成聚酯熔融状态不稳定,使纺丝压力波动,从而增加条干不匀率。
- ③吐出量波动,纺丝时若喷丝孔吐出量波动,则会造成线密度不匀率提高。
- ④侧吹风速波动或湍流,前者造成丝条凝固点位置上下移动,导致单位长度纤维重量变化;后者造成丝条横向摆动幅度增大,使丝条产生近乎周期性的振动。
- ⑤卷绕张力过大或波动,会造成卷装丝饼表面耳高:摩擦辊接触压力过大,会造成丝饼端面凸肚。这些差异使纤维条干呈现周期性不匀。
- ⑥卷绕机构的偏心运转、往复滑块和导丝器的磨损、往复位置的偏离等,都会造成周期性不匀率的增加。
以上①~④均会造成POY条干的长片段不匀,波谱图上反映为连续性周期波,类似山峰(馒头峰);⑤~⑥会造成POY条干的中片段和短片段不匀,波谱图上反映为非连续性周期波,类似烟囱形。
二、动态热拉伸应力
POY是半制品,还需进行后加工,才能作为成品纤维使用。一般POY经拉伸或拉伸变形制成光滑长丝或变形丝,拉伸为在一定温度下进行的热拉伸。因此,其热拉伸时的应力对后加工的稳定性和成品性质有*大的影响:测定POY在热拉伸时的应力及波动值,能正确地评价POY的内在质量。
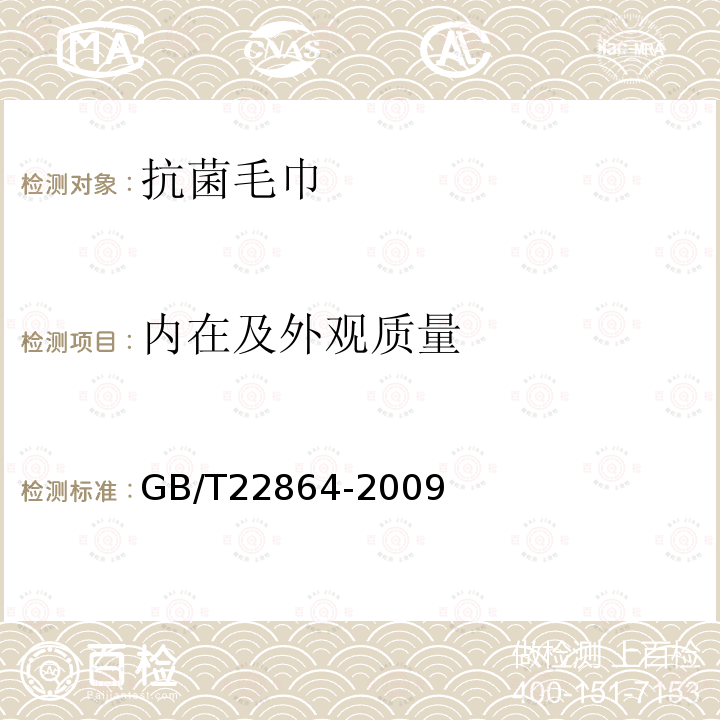
测定POY在热拉伸时的应力及波动值的仪器很多,其中之一是从德国Textechno公司引进的Dynafil动态热拉伸仪,其原理如图10-18所示。被测纤维经张力装置进入**导丝辊到补偿罗拉,在此对丝条进行预张力调节;然后经输入导丝辊进入热箱,由热箱出来后经张力测量头到引出导丝辊;*后,丝条由卷绕辊卷绕。可以通过改变输入导丝辊与输出导丝辊的直径来改变拉伸倍数,从而测得拉伸应力或收缩应力。其热箱的温度在0~300℃之间可任意调节,丝条的速度可在0~500m/min范围内调节。它相当于一台单锭位拉伸机,并具有随机检测、记录拉伸应力的装置。可根据记录仪上得到的应力波动曲线以及计算得到的应力平均值、标准偏差和变异系数来评价POY的内在质量。
1、工艺条件对热拉伸应力的影响
正常生产时,得到的POY热拉伸应力是一固定值。当生产工艺条件变更时,POY的热拉伸应力会发生变化。对热拉伸应力影响的主要因素有以下几项:
- (1)切片的特性粘度。随着切片特性粘度的提高,POY的热拉伸应力相应提高。特性粘度提高3%,热拉伸应力约提高10%。
- (2)纺丝熔体温度。纺丝熔体温度愈高,POY的热拉伸应力愈低。当熔体温度升高3%,热拉伸应力下降10%。
- (3)纺丝速度。不同的纺丝速度下得到的POY,由于其剩余拉伸倍数不同,故同一拉伸条件下的热拉伸应力不同。纺丝速度每提高l00m/min,热拉伸应力增加10cN左右。
- (4)冷却吹风速度。不同的冷却吹风风速,POY的热拉伸应力不同。风速大,丝条冷却快,凝固点上移,纤维取向度提高,纺丝张力增大,POY的热拉伸应力提高。
- (5)其他。上油量及油剂种类、有无导丝盘卷绕、干切片含水率、纺丝组件压力等均与纺丝张力有关,均对POY的热拉伸应力有影响。
2、POY热拉伸应力是鉴别POY内在质量的重要依据
对于同一POY,其热拉伸应力的CV%值愈大,即其波动值愈大,说明POY制造过程中工艺及设备条件的波动愈大,其生产状况愈不稳定,POY性能愈不均匀。对这种POY丝进行后加工,即使是*佳的加工条件,仍会造成加工过程不稳定,从而使成品的性质低劣,染色均匀性差。所以,POY热拉伸应力曲线愈接近直线愈好,其CV%值应小于5%。
实际上,拉伸张力的大小也能反映纤维大分子的取向程度。因为初始取向越高,要达到进一步取向所需要的张力也越大。拉伸张力是在一段相当长的丝条上进行动态测定的。测定时,样品从加热盘通过,被加热到玻璃化温度以上,拉伸比一般取1.7倍,这时拉伸纤维所需的张力是纤维受热时产生的收缩力和增加纤维取向所需的拉力之合力。而收缩力和拉伸力均与纤维的取向大小直接有关。所以,它能很好地反映POY的预取向程度。美国杜邦等公司已采用拉伸应力及其不匀率来衡量产品的质量指标,作为调整纺丝工艺和设备的依据,而不采用强伸度及其不匀率等常规质量指标。
三、沸水收缩率
POY的内在质量与其取向和结晶有关。纤维的上染率大小主要取决于纤维内单个晶体体积的含量。而DTY纤维内单个晶体体积的含量除与POY加工过程中的拉伸和热处理有关外,很大程度上还取决于POY结构。有人通过实验和*小二乘法回归分析得到,POY的密度法结晶度与DTY的单个晶体体积的含量Vc有式(10-11)的线性关系。再用多步回归分析得到DTY的染色均匀性K/S值与相应POY的密度法结晶度χc。和无定形取向因子fam。有式(10-12)的关系:
式中:Vc(DTY)为DTY的单个晶体体积含量;χc为POY的密度法结晶度。
由此可知,测定POY试样的密度法结晶度χc和无定形取向因子fam可估算DTY的染色均匀性。但生产时测定χc和fam既费时又需要一定的仪器,不实用。有研究表明,POY的沸水收缩率与密度法结晶度之间存在式(10-13)的关系:
因此,实际生产采用POY的沸水收缩率及其波动值来表征POY的取向结晶程度及其均匀性,从而预测DTY的后加工性能及其产品的染色性能。日本帝人公司应用POY的结构一体性参数(ε0.2)来评价POY的质量优劣。
四、POY的冷拉伸应力—应变曲线
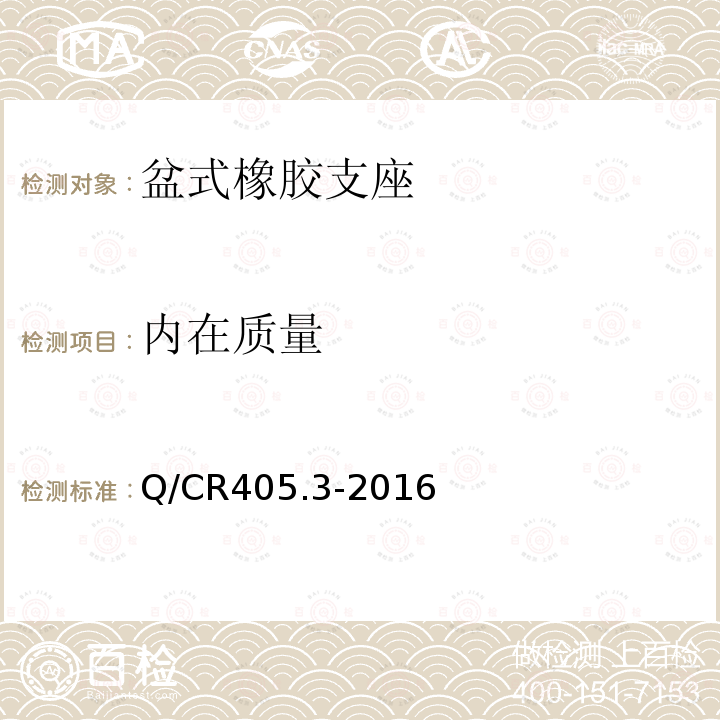
POY在静态拉伸时有典型的应力——应变曲线(如图10-19),该曲线上有明显的屈服点、屈服区、自然拉伸区、蠕变区和断裂点,可由此评定POY的内在质量。
1、60%伸度时拉伸力的波动值
若丝条的强度、伸度不匀率较大,则纤维的性能差。对于POY,*好用伸度为60%时的拉伸力波动值来衡量其质量。因为POY拉伸到60%时,其自然拉伸区结束,此点是纤维由细颈拉伸转换到均匀拉伸的转折点。该点的拉伸力若不均匀,说明纤维结构不匀,后加工时会引起波动,致使成品质量差。一般认为其波动的CV%值应低于3%。
2、POY后拉伸倍数的选择
POY后拉伸倍数的选择对后加工成品的性能影响很大。若拉伸倍数过高,由于加工张力大等因素,使成品易产生毛丝;若拉伸倍数过低,则易使后加工过程不稳定,易产生僵丝,造成染色不良等。因此必须选择适当的拉伸倍数。可根据冷拉伸应力应变曲线估算后拉伸倍数;也可取POY伸长90%时的拉伸倍数(正好是应力应变曲线上屈服区末端到断裂点之间的中点)为后拉伸倍数,伸长90%时的应力数值和波动率也是衡量POY质量的*为重要的指标。 此外,伸长20%时的应力称为POY的屈服区应力,是衡量POY预取向程度的指标。
各个丝筒的不同长度之间和各个丝筒间的应力应变曲线的重现性应好。若重现性差,尤其是伸长60%时的强力和*大伸长时的强力间的重现性差,就难选择*合适的POY后拉伸倍数。这也是DTY加工中*佳拉伸区范围窄的原因。
五、不匀率
POY的强度、伸度及线密度的不匀率,对后加工成品的质量、织造和使用性能有很大影响。不匀率高的POY,不但经后加工后DTY的不匀率大,影响织物的织造和织物的服用性能,而且在加工为DTY的过程中,容易产生毛丝、僵丝和假捻度不匀,甚至增加断头率,影响后加工的稳定性。
在POY的强度、伸度、线密度三个不匀率中,影响产品质量的*主要的不匀率为线密度不匀率,其次为强度不匀率和伸度不匀率。因为线密度不匀率大的纤维,其强度、伸度不匀率往往随之增加,并且在DTY加工过程中容易造成假捻度和假捻张力的波动,进而影响DTY的质量。