棉纺企业的产品质量控制是一项连续、复杂而又前后相互关联的纺织系统工程,想要更加科学的管理、精准控制,必须掌握各工序的质量控制要点。
一、细纱工序的任务
1、牵伸 将喂入的粗纱均匀地拉长抽细到细纱所要求的特数。
2、加捻 将牵伸后的须条加上适当的捻度,使成纱具有一定的强力、弹性、光泽和手感等物理机械性能。
3、卷绕成形 将纺成的细纱按一定成形要求卷绕在筒管上,以便于运输、贮存和后道工序加工。
二、细纱工序质量控制要点
1、降低细纱的重量不匀
(1)摇架压力要一致 细纱机摇架加压不一致会造成牵伸效率差异大,产生重量不匀大;
(2)工艺要规范统一 工艺不规范,隔距和后牵伸倍数、隔距块不统一同样造成重量不匀大;
(3)工艺齿轮要统一 尤其总牵伸工艺齿轮不一致,造成人为重量偏差大和错支的危害。
2、改善细纱的条干不匀
(1)优化工艺 优化工艺、保证工艺上机的一致性和准确性。
(2)优选专件器材 优选细纱的专件器材改善纱线的粗细节和棉结。
(3)抓好半制品质量 控制好前纺半制品纤维的伸直平行和分离度为细纱条干改善创造好的基础。
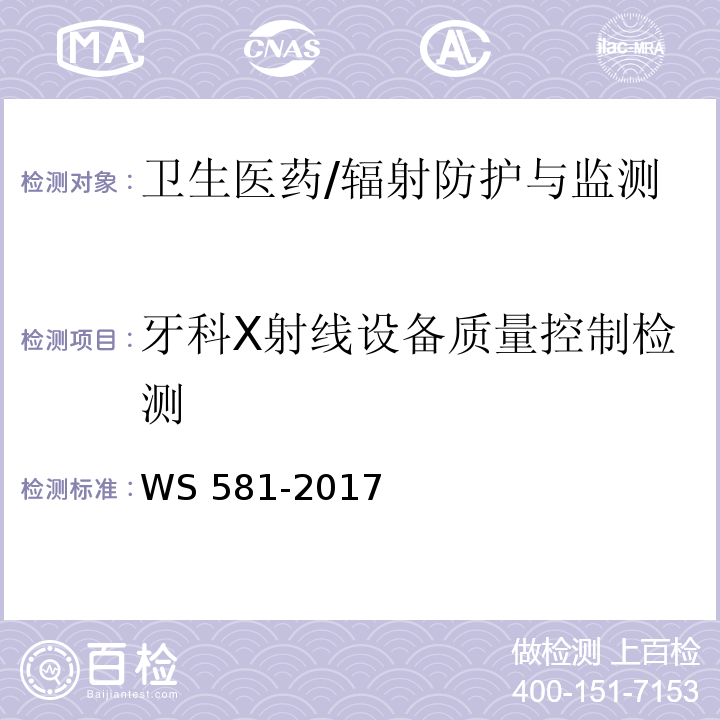
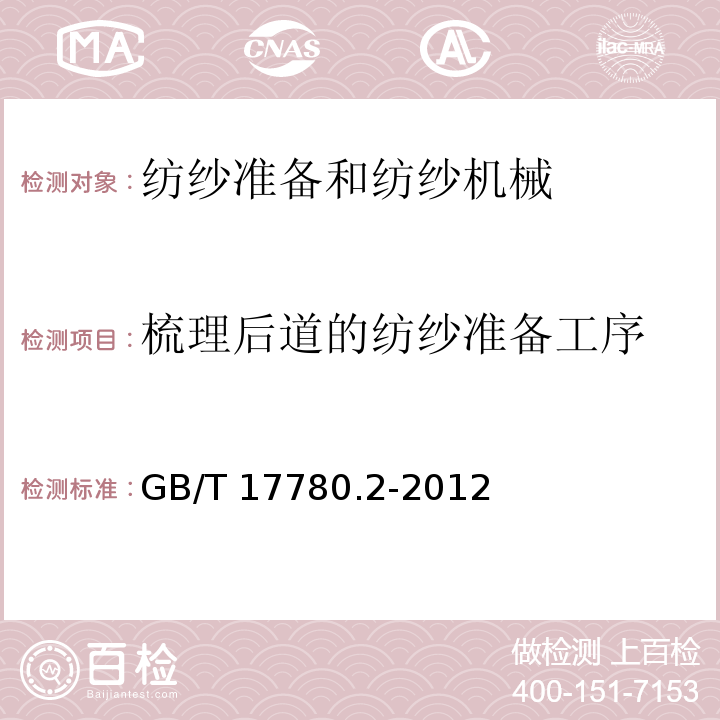
3、防止粗纱退绕的意外伸长 粗纱条从导纱杆喂入过程中不能有互相交叉和摩擦、喂入喇叭口眼若有脏花堵塞,会造成意外伸长并产生细节和毛羽。
▽喂入粗纱挂摇架意外伸长、刮毛
△ 后喇叭口堵花、皮辊勒伤
4、杜绝无下皮圈纺纱现象 无下皮圈纺纱或下皮圈严重跑偏,棉条不在皮圈上会造成条干严重差,比如正常条干为13%,无下皮圈纺纱条干会高达18%以上,粗细节会增加几十倍。
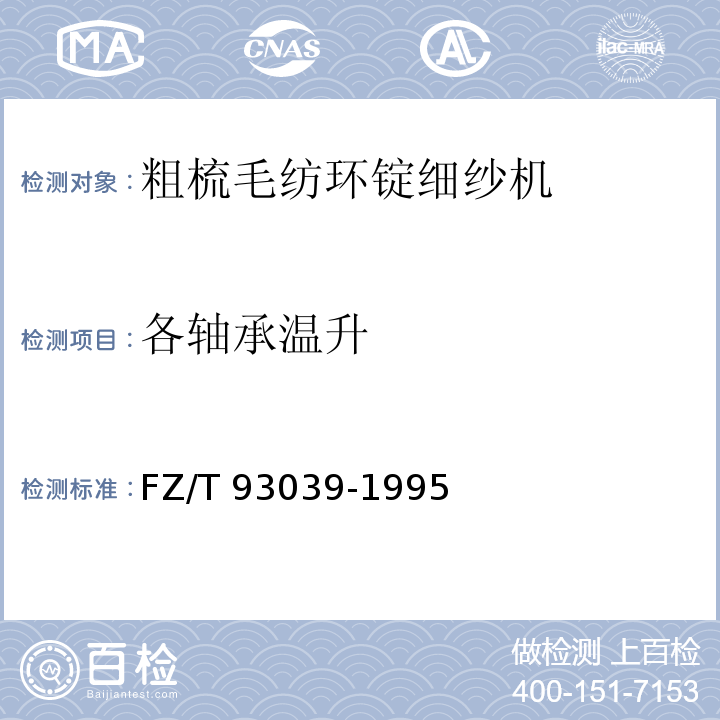
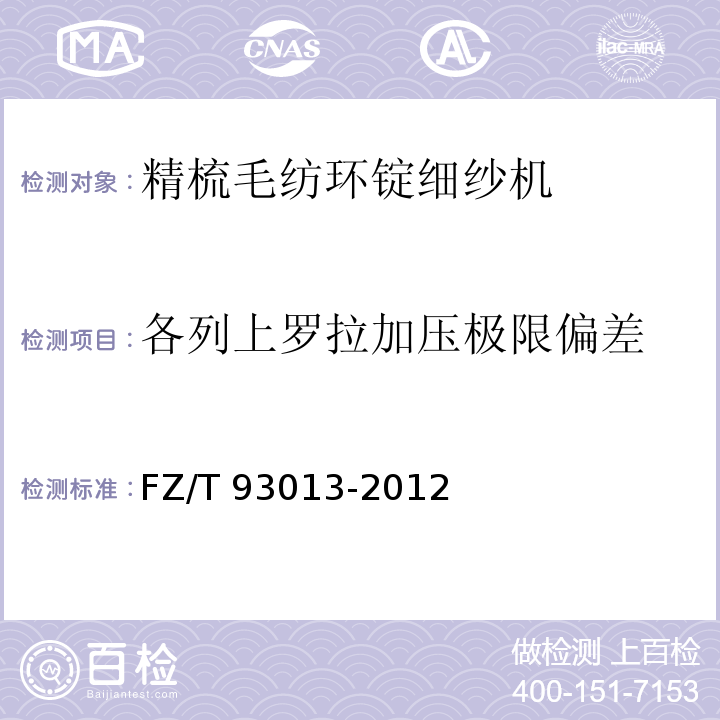
5、消除前皮辊、前罗拉机械波 前罗拉或前皮辊缠花或有损伤、轴承坏,会产生约8-10cm的规律性机械波,这种纱织布后会形成木纹布,危害*大。要做好检查并及时通知检修和更换专件。
前罗拉缠花产生的机械波、条干恶化
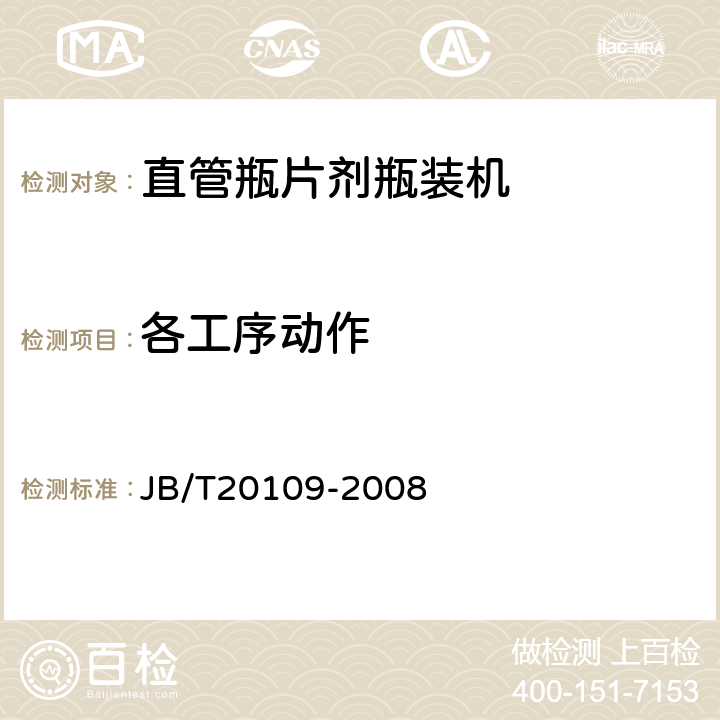
6、控制严重的强捻纱、弱捻纱
产生的主要原因 :
(1)一般主要是锭钩失效后,落纱工拔纱和挡车工拔纱接头时锭带跑槽造成,要求落纱开起后由落纱工和挡车工要做巡检。
(2)捻度齿轮换错造成的强、弱捻纱。
(3)锭带张力低、锭子丢转造成的弱捻纱。
(4)锭子缠线、跳管产生的弱捻纱。
措施:加强检修保养、规范操作,定期测试捻度等。
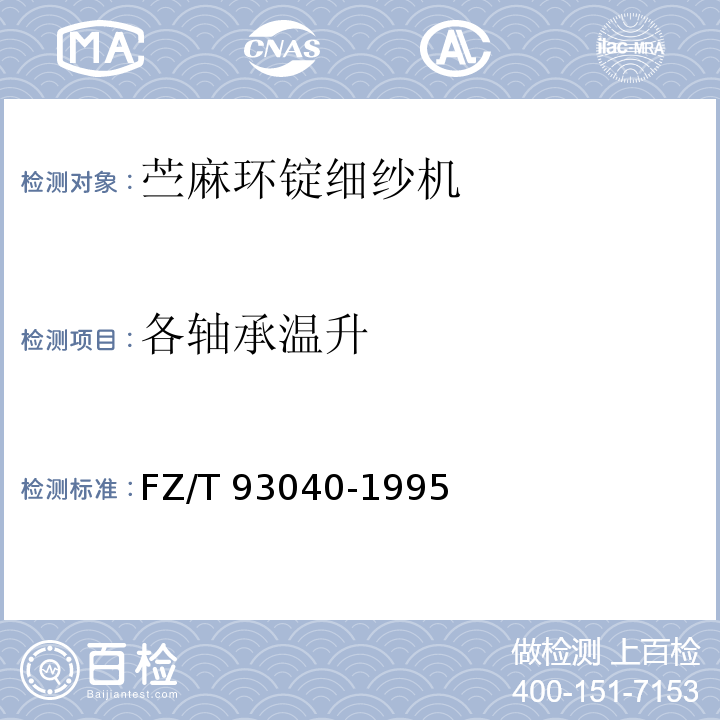
▽锭带跑槽的弱捻纱
△ 锭带滑脱的强捻纱
7、严把关、防错支 因皮辊加压失效或双股粗纱、机前飘头等造成的错支纱的管纱,成形会明显粗于正常纱,培训落纱工落纱时做好把关,防止专件缺失比如无后皮辊纺纱。
无后皮辊纺纱产生严重错支纱
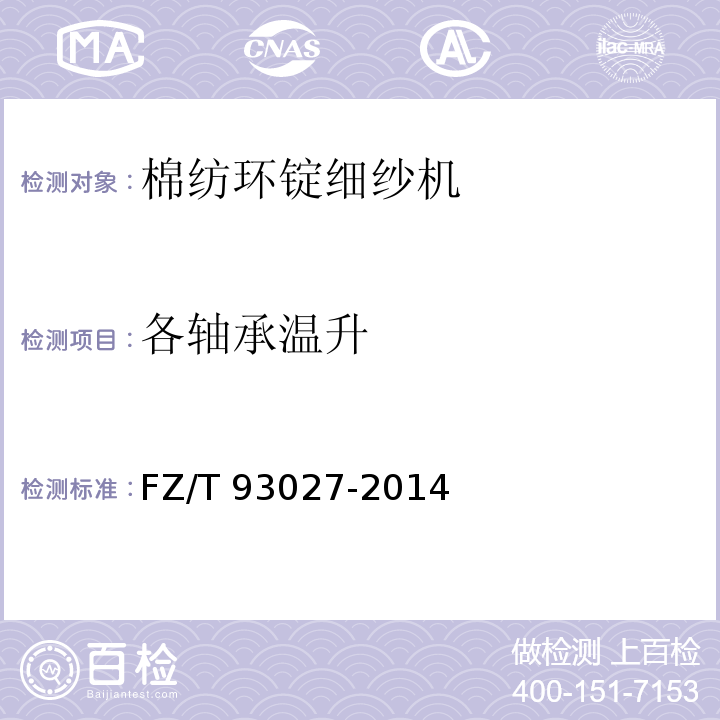
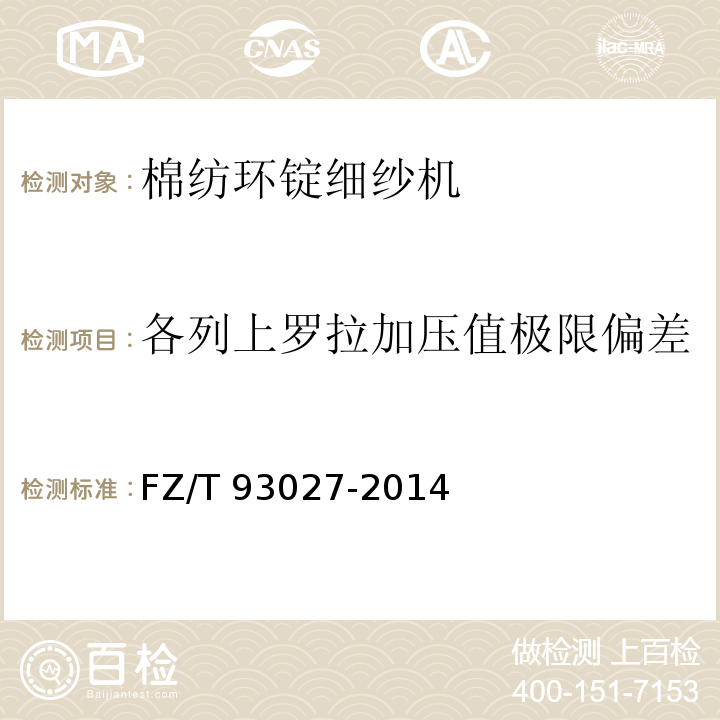
8、紧密纺负压符合标准 紧密纺品种的紧密负压风箱网糊花造成整台车负压不足,质量恶化。
网格圈积花、异型管内堵塞都会造成纱线产生非明显规律性的连续性棉结,即通常说的棉点纱或米粒纱。
▽紧密负压风箱网糊花
△ 网格圈积花
9、消除成形不良 加强对细纱卷绕部位的检修和保养,规范挡车和落纱操作,科学调整管纱成形的粗细,坚决消除冒头、冒脚纱,消除葫芦纱和磨钢领纱。
10、减少细纱断头
(1)不允许有歪气圈现象存在;
(2)合理选择钢丝圈的型号及钢丝圈与钢领的配套使用;
(3)加强车间温湿度管理,减少波动;
(4)检修卷绕部件受损的锭位;
(5)提高挡车工的操作水平,培养优一级手等等。
三、结语
细纱工序生产的纱线是纺纱生产的*后产品,其质量的好坏直接影响后道工序的加工使用,并影响织物的质量。加强细纱的工艺优化、保持设备状态良好、温湿度正常,执行科学严格的运转管理操作方法是提高纱线质量的基础和保障,同时还要对前纺半制品的质量加强控制。
只有熟悉并掌握各工序的质量控制要点,按科学的质量管控措施和方法对各工序进行管理控制,不断优化工艺,才能为每道工序的质量控制打好基础。
作者:徐学尹 中国纱线网