随着消费行为受到文化因素、社会因素、个人因素、心理因素等多方面的影响,传统服装消费市场发生了巨大变化,主要体现在购买行为的分散性、差异化、多变性等特点,引起了个性化的消费形式与传统的生产方式的冲突。为了满足个性化需求,生产方式应具备柔性生产制造中三个重要环节:①应具备适应市场变化的柔性;②应具备柔性化的技术支撑;③应具备柔性化的制造过程。这种柔性化生产方式具备有效地应对环境不确定性的能力,在提高生产效率和增强企业竞争力方面具有重大的现实意义和研究价值,并逐渐得到各行业生产的重视,其中动态调度算法模型、数字化孪生技术、虚拟生产的仿真技术等得到广泛关注。
《中国制造2025》是以新一代信息技术与制造业深度融合为主线,进一步推进智能制造在各行各业发展的国家战略,随着世界各国在新一代智能制造的核心技术、发展理念、制造模式等方面的不断变革,如美国提出“先进制造业伙伴计划”、德国提出“工业4.0战略计划”、英国提出“工业2050”、法国提出“新工业法国计划”等,希望重塑制造业的发展路径和产业生态。系统的集成化和智能化制造系统、智能化装备逐步贯穿“设计、生产、管理、服务”等制造过程的各环节,具有深度自感知、智慧自决策、精准控制自执行系统,以及跨企业、跨行业和跨产业的多维度互联将更加普及。
为了实现企业生产高效率、高质量、高满意度和低成本的“三高一低”要求,企业选择智能柔性化的生产制造方式是必然的结果,如何将柔性生产的理论融入到企业生产中,建立一种产品质量稳定、快速换模、可灵活调整的超柔性生产线,是当前服装行业面临的亟待解决的问题。
一、服装企业先进制造模式与智能制造成熟度评价
自动上个世纪八十年代以来,由于世界各国制造业的严重滑坡、由于个性市场消费的兴起和信息技术对制造业渗透,出现了一系列先进的制造模式,例如精益生产(LP)、敏捷制造(QRS)、计算机集成制造(CIMS)、柔性生产制造(FMS)、大规模定制生产制造(MC)、模块式生产制造(MP)、 网络协同制造、云制造(CM) 、绿色制造(GM)、增材制造(3D打印)、智能制造(IM)等等,面对这些先进制造模式,工业发达国家在过去的40年内均完成了从大批量生产到柔性生产制造模式的转变。
我国服装行业自上过世纪九十年代就开始由大批量制造模式(MP)向大规模定制生产制造模式(MC)和计算机集成制造模式(CIMS)转变,而近两叁年来我们服装行业则向个性定制柔性生产制造、网络协同制造、云制造(CM) 、绿色制造(GM)、增材制造(3D打印)、智能制造(IM)等方式上转变,根据我国服装行业过去进行的工业化信息化相融合的特点,重点推进的是数字化、网络化和智能化的并联式发展,实施“并行推进、融合发展”的技术路线,以实现对西方发达国家的赶超。
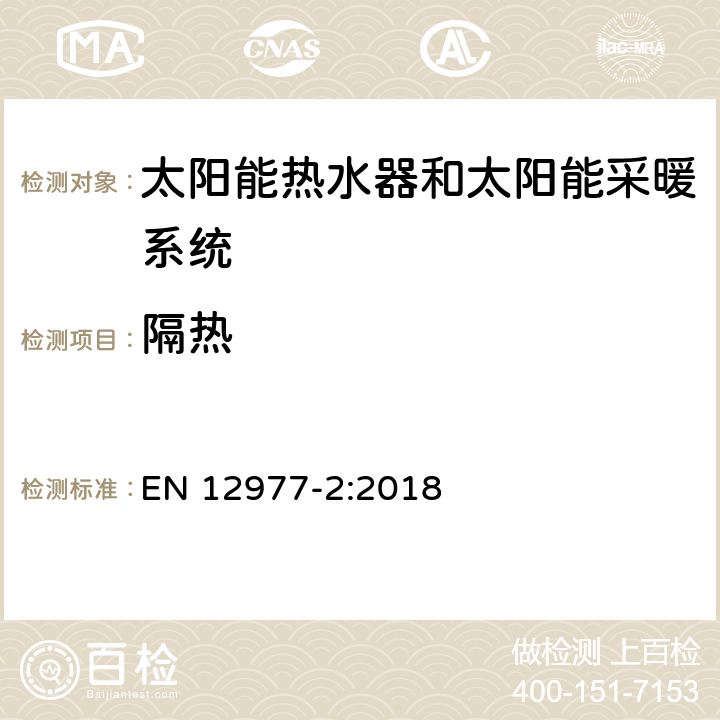
根据《智能制造能力成熟度模型白皮书》采用智能制造能力成熟度模型 (Capability Maturity Model,CMM)来评价服装企业智能制造水平,该模型将相关能力按从低到高依此划分为规划级、规范级、集成级、优化级与**级。目前我国服装柔性化生产处于智能制造等级中的集成级,其特点企业内部实现了数据纵向和横向的集成和共享。制造业要迈进智能制造*高成熟度优化级和**级,正如图一所示,要把人工智能技术推向人工智能*高层次的自适应、自学习来实现。
二、服装个性定制柔性化生产的发展现状与不足
柔性生产(Flexible Production)过程的模块化,通过精益生产、智能排产和智能人机排位等技术,实现多品种、多款式、小批量的快速生产方式。服装柔性化生产是指以计算机数字控制为主的加工设备来实现多品种、小批量的具有高度柔性的生产方式,可在市场、技术支持和制造过程三个方面均具有柔性,如大规模个性化定制就是贯穿缝前、缝制、缝后等阶段的全流程定制。
缝前阶段集成3D-CAT+CAD+CAM运行、智能机器人裁剪、3D-CAT测量、数字建模、图象识别、大数据处理等技术,以及数据库(款式、版型、工艺单、面辅料)选择、定制样式选择、数字展厅为客户进行服务;缝中阶段采用了“智能吊挂(流水槽)+自动平/包缝机+自动缝制单元系统 (或自动模板缝制系统)+专用自动缝纫机”组成的缝制流程自动化;缝后阶段以RFID技术为核心的自动柔性整烫产线,自动整烫折叠包装机,全自动立体仓储物流配送系统及其信息化系统的完整链条。
目前,服装柔性化生产的实施是形式多样的,如以山东南山纺织服饰公司为代表的离散型企业智能制造;以山东迪尚集团为代表的网络协同制造;以山东红领集团(酷特集团)为代表的个性批量定制,数据全自动流动生产;以浙江省报喜鸟为代表的**个性定制生产和以福建柒牌集团为代表的个性定制的精益生产。
服装柔性制造生产的主要技术是自动化、数字化和网络化的集成,从而达到为个性化定制服务,如工信部选定的六个示范企业(南山、红领、迪尚、爱帝、报喜鸟、柒牌)和中国服装制造联盟指导下的“三衣两裤(西服、衬衫、T恤(文化衫)、西裤、牛仔裤)”示范企业,它们的生产特点和模式,基本上是按定单在一条生产线上实现单件流的按单生产。
其核心技术都是把MES作为数字化工厂的骨干系统,来支持流水生产线的集中式控制与调度概念,通过垂直集成向上实现了ERP与MES的连接,向下实现MES与缝制设备PLC的打通,自动导入生产定单,可以在现场采集数据并进行分析,预测设备等故障、检测产品质量或分析设备能源。
因此目前我们完成的个性定制柔性生产仅仅停留在数据的集成与共享上(见图一)。这样的个性化定制还存在好多不足:①个性化还是有限条件的个性化,无法做到完全的个性化;②现有生产条件无法满足客户在加工过程中的定制产品动态更改;③客户只能参与下定单和接货两端环节,存在着制造过程的不透明,客户看不到加工过程和进程的全部信息;④在较为刚性的流水线上完成定制,生产柔性不足;⑤生产环节缺乏网络化建模与仿真技术的应用,用户没有获得仿真试穿服务;⑥柔性定制只是在自动化、数字化、网络化条件下的定制,没有达到智能化水平。缝制工段中采用吊挂和缝纫机组成的流水线,没有实现“机器换人”的初衷,正因为如此,才提出要向超柔性缝制制造模式转变。
三、服装超柔性缝制制造模式的构建
1) 模块化生产是实现超柔性制造模式的基础
什么是服装超柔性缝制制造模式呢?在应用模块化作业方式下,服装缝制工位或产线所用的缝制工艺与设备的智能化;或者说服装超柔性缝制制造模式是传统模块化制造模式的智能化升级。
模块化生产系统(Modularized Producing System,简写为MPS),152 0173 3840年由哈佛大学的Baldwin提出,并成为21世纪主要生产方式,它体现在超高柔性生产、模块外包、大规模定制生产制造(MC)等生产模式中。模块化方法立足于产品或系统的整体设计规则,可以减少大量重复性劳动,提高生产效率。
服装模块化生产包括服装模块化生产方式和服装生产工位(设备)的模块化。服装生产过程中,模块化生产方式的高柔性特点包括产品的模块化;产品生产过程的模块化;产品供应模块化等三个方面。如,衬衫产品的模块化,包括:①前后身模块(其中口袋门襟下摆为可定制);②领子模块(其中领尖上下领宽窄为可定制);③袖子模块(其中袖衩、克夫可定制);④组装模块;⑤整烫包装模块等。
服装生产工位(设备)柔性的模块式作业方式,具有自主生产安排功能,并根据工序加工时间、搬运时间、订单数量、排产时间等因素进行订单优先级判断,针对柔性线的偶发事件建立反馈机制,促进相关各部门的实时应对。由于精益生产旨在消除浪费,减少工作过程中不必要的加工步骤、材料或人员流动、等待时间、过剩库存和生产过剩等缺陷,所以精益生产与柔性线的生产方式非常契合,柔性线将工位生产与物流管理进行融合。
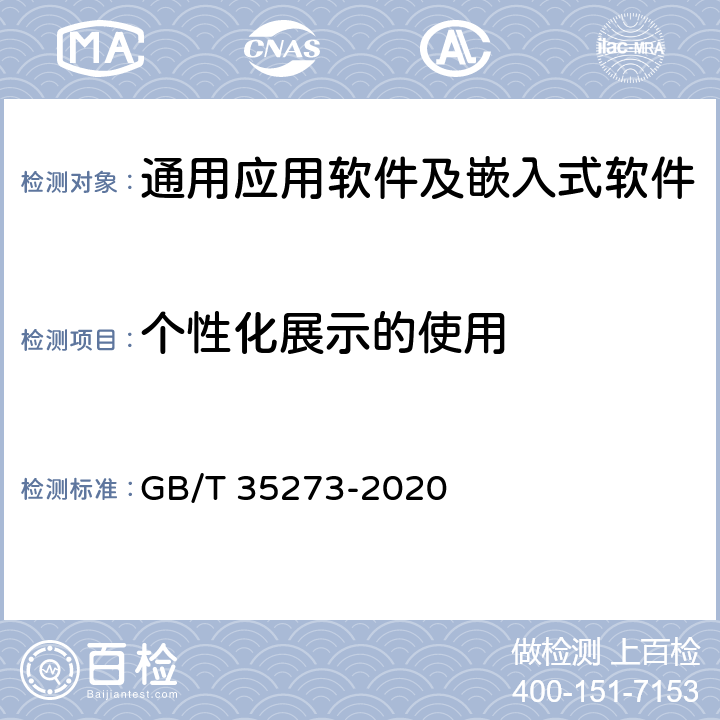
柔性生产线中物料流转线路短,并能快速对现场物料和设备进行管理,柔性模式生产比单机加工节省空间所占空间较小。裁片由工位之间的外部流传变为系统内部流转,所有的柔性线将工位上下物料处统一出入口,物料管理区域也由多块变为一块,如图2 所示,U型和半圆型工位摆放方式,传统的流水线工位为3~7个工位,每个工位具备2 ~ 3台加个设备, 一个工位1人,每一工位完成4~7个工序,单件流生产。这样的模块化型式就是超柔性实现的基础。
2) 实现超柔性制造模式必须是动态模块化制造生产
工业2.0时代重要标志是电气化技术和福特汽车的流水线生产技术,特别是福特流水线生产方式后来被各个行业的制造业所借鉴,我们服装行业也不例外,多少年来一直沿用这种流水线制造方式。但是,这种生产方式受到不少限制,整条生产线的容错能力低,容易产生整条生产线的工艺瓶颈。今年5月在德国汉诺威展览会上,奥迪公司在其2030智能工厂规划蓝图中,提出了“无固定流水线的模块化生产”的概念,其工厂继承了垂直集成和产品定制化生产的概念,采用了SAP公司推出的无流水线生产调度用的“动态模块化生产”技术OIF3.0(SAP Open Integrated Factory 3.0),通过无人驾驶的AGV(自动导引运输车)小车和DVP(设计数据验证)技术,进行动态模块化生产,它有别于以前生产线生产设备围绕着传送带来布置的汽车装配部件模块生产方式,而是一个个模组,然后由MES系统来实现生产的纵向和端到端的集成。
“动态模块化生产”技术能为无固定流水线生产服务,也对现在的服装制造企业的业务流程和信息化基础建设提出更高的要求。**,“动态模块化生产”技术打破了制造企业传统的节拍规律,系统将基于规则算法和人工智能的方法来实现机器学习,生产计划的方式也是动态调整的。第二,“动态模块化生产”的运行对企业信息系统和设备的稳定性的要求很高。移动工位的运行,配件物料的传送、装卸、定位等整个过程自动化水平非常高,这对整个生产线上设备的稳定性,无故障的运行会有更高的要求。第三,对产线上所有设备封装的连接性要求更高。通过边缘计算来避免AGV小车相互之间发生碰撞,这对总装车间场内网络环境、数据传输管理会提出更高的要求。(未完待续)
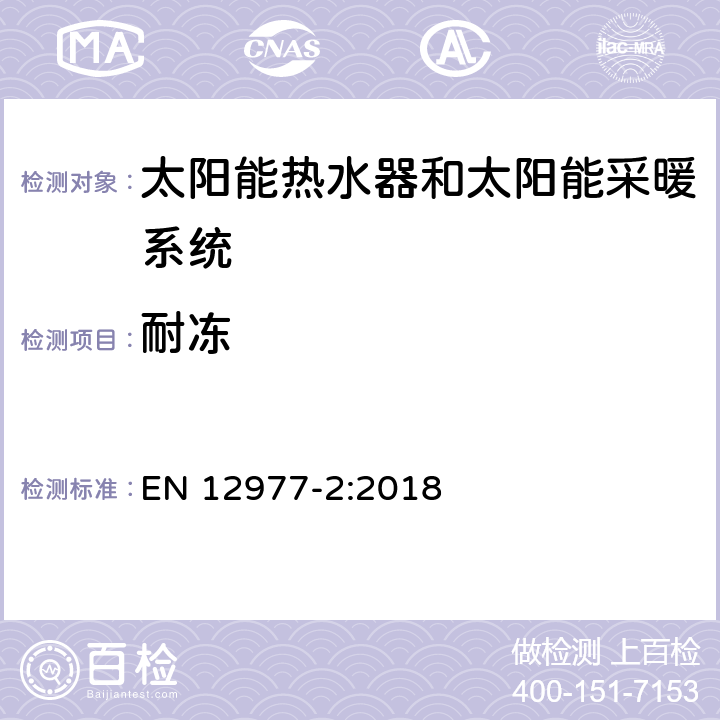
在动态模块化的产线中,根据服装产品制造工艺其模块工位可以动态移动节时重构新的产线,这个动态过程中起重要作用的是智能AGV和机器人,特别是AGV小车它可以输送物料也可以承载缝制设备作为动态模块工位参与动态产线构建,所以说智能AGV和机器人是彻底颠覆传统流水线生产的*重大装置。见图4。
3)实现超柔性制造模式要构建人机共融的智能制造空间
超柔性生产模式的*终目标是构建了一个完善的人机共融的智能制造空间。该空间包括三个层面:智能决策层、制造执行层和装备执行层。智能制造决策层融合了新一代人工智能技术+大数据技术+人;制造执行层融合了工业物联网技术+无线服务网技术;装备执行层融合了机器人技术+智能机器技术+人,从而达到了人机共融的智能化制造空间。见图5。
**,在智能制造空间体系中的机器人和缝制设备是人工智能的载体,例如人工智能中的机器学习、机器视觉、图像识别等。机器人通过补偿镜头畸变和图像坐标与外部三维坐标的调整映射实现标定工作,通过提取图像特征值、灰度值等识别目标物体,再根据目标位置与自身坐标调整位置完成定位与检测,从而完成动作指令。
其次,智能机器人作用是服装部件抓取输送操作和与缝制协同,如机械手抓取输送模板,机器人吸附工作台面完成物料的移动输送,通过台面气流完成衣片移动,机械手通过吸附抓取动作等。
再次,一个动态模块工位就是一个单元CPS,单元级CPS能够通过智能缝制设备和机器人、自身嵌入式软件系统及通信模块,构成含有“状态感知-实时分析-科学决策-精准执行”数据自动流动的闭环,实现在这个动态模块化工位的工作能力范围内的资源优化配置。
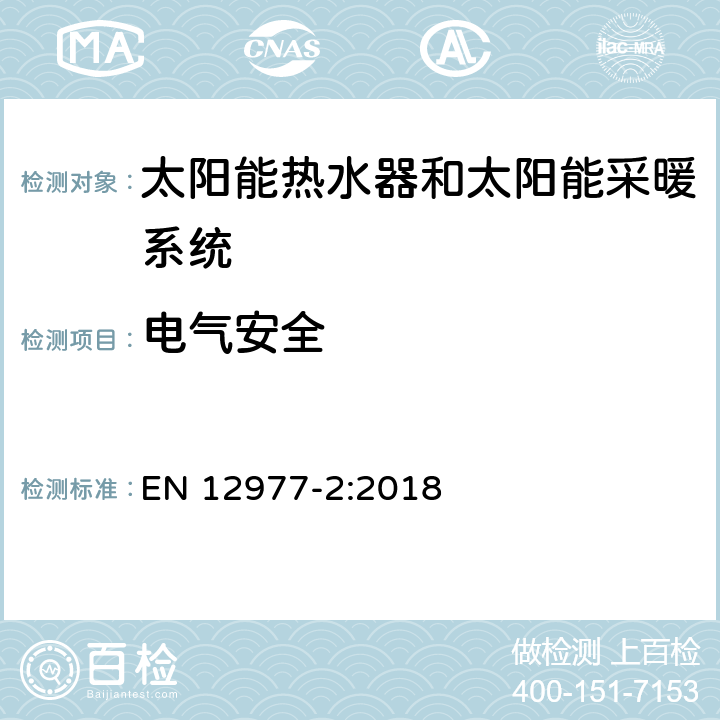
*后,智能缝制设备作用是和机器人协同完成服装的缝制,完成生产所需的环节,如图6的a、b、c、d作业顺序所示,智能缝制设备在带有机器视觉和ROKAE机器人的协同下完成裁片抓取、定位放置、自动缝制和缝后归置等动作。 a抓取裁片,放置裁片
b.补偿镜头畸变,图像识别轮廓
c.自动识别裁片摆放位置,移动到缝制工位
d.缝制后,自动放置所需位置
4.结论
服装超柔性制造模式的构建是基于传统精益生产理论,在智能制造与柔性生产的生产模式下,实现传统模块式制造过程的工艺设备智能化,以及工位和生产线的“模块化+智能化”的新型生产方式。服装企业在转型创新过程中,要从实现服装的数字化加网络化生产的个性定制柔性生产方式向服装超柔性制造模式转变,必须做到以下两点:**,根据熊彼得创新理论,我们不要只停留在已创新的个性定制柔性生产带来的红利上,跌入“创新陷阱”,要在此基础上,不要受到已创新的旧技术的扼制,尽快进入获利更高的服装超柔性制造模式新技术轨道。
第二,要以“人+智能机器人+智能机器”的形式组成无固定流水线的动态模块化生产工位与产线,特别是缝制工位和产线,以实现真正的服装模块化的智能化的超柔性制造模式。
(**纺)