目前我国企业纺纱设备越来越先进,但是很多企业
1原棉管理及使用常见问题及整改建议
1.1原棉质量管理不到位
原棉管理上,现在很多企业都没有足够的储备量,造成原棉接批不到位,接批数量过大,造成成纱出现色差问题。棉花储备量必须与生产使用量相匹配,做到接批正常。同时在原棉采购时要严格把关,有的原棉通过加工处理,虽然手感较好,但是适纺性*差。表1是国内某棉纺厂使用的两批地产棉AFIS测试数据。这两个棉样在手感上没有明显的差别,但是从AFIS测试数据可以看出,质量指标存在明显的差异。虽然试样2在购买价格上可能会低于试样1,但是其高短绒率,高棉结个数,会直接影响成纱质量指标。
表1原棉质量指标对比
表2《立达纺纱手册》的部分标准
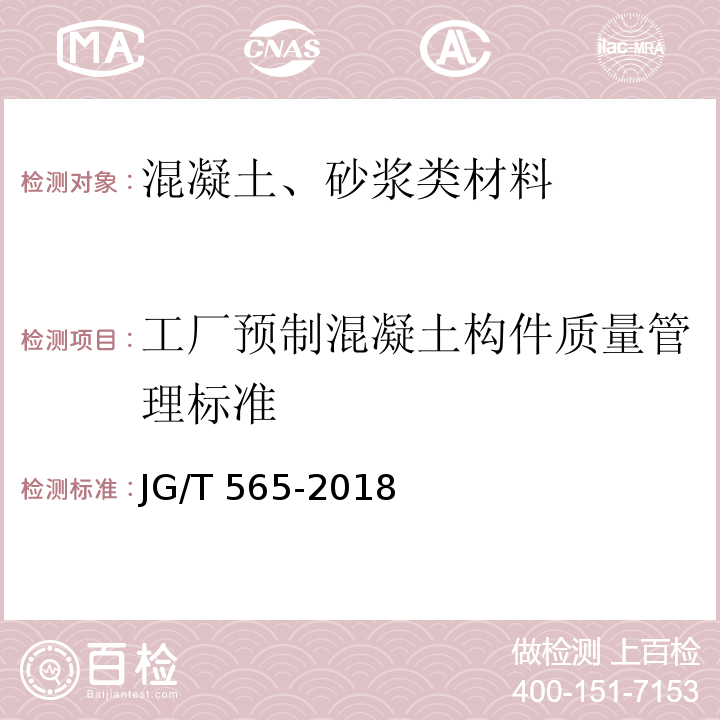
原棉外侧霉变或者附带的杂物没有清理干净(见图1)。虽然现在大多数的清梳联配备了完善的异纤清除机和排杂系统,但是并不能够****的把此类脏花和杂质排除。.
从图1可以看出,原棉在排包的事前处理上*其不到位,这也是大多数企业忽略的问题。
1.3原棉回花、回条不合理回用
有些企业回条使用管理不到位,造成成纱质量受到影响,纺纱厂回花使用的一般原则是:对于普通环锭普梳纱来说,回用比例一般不超过5%,精梳纱回用比例不超过2.5%,且在使用过程中,要重视回花回条打包的密度和摆放位置,回花回条打包密度*好与棉包密度接近或一致,回条必须扯断后再回用,建议扯断的长度低于30cm。但有的企业在实际使用过程中不能严格限制,根据产生的回花数量来控制回用量,出多少用多少,造成盘间的回用比例不一致,甚至回用的质量也难以保证,如回花中含有大量的索丝、回条没有扯断处理等(见图2),对成纱质量影响很大。(网络资料)
1.4原棉排包不合理,缺成分纺纱
缺成分抓棉的原因之一是排包高度不一致。现在国内新疆棉,特别是北疆棉和南疆棉原棉回潮差异*大,原棉回潮*大可以达到10%以上,*小在6%以下,造成原棉排包后涨包程度严重不一致,有些企业排盘后不进行平包就开车生产,造成缺成分抓棉。另一个原因是回用的回花、回条不打包,直接散乱地放于包缝内,造成缺成分抓包纺纱。
原棉管理是质量管理的**步,在原棉管理和使用中存在的这些问题是质量管理中要解决的重要问题。
2清花及梳棉常见管理问题
生条棉结的直径、数量会直接影响成纱棉结数量以及纱疵,特别是小纱疵的数量,而生条短绒率会直接影响成纱强力、*小强力、毛羽H值以及整经断头,因而清花及梳棉工序不仅要控制AFIS棉结及短绒率,也要考虑纤维的伸直状态,棉结直径以及纤维的整齐度。
2.1清花常见问题及解决措施
抓棉机抓棉参数调整频繁,抓棉机运行效率低。很多中小企业的抓棉打手速度长期不变,却频繁调整抓棉机的抓棉速度和深度。建议打手速度偏低掌握,打手速度越高对纤维损伤越大,容易导致棉结和短绒率的增长。往复式抓棉机建议运转效率控制在95%以上,*低也要在90%以上,抓取深度和速度可以根据抓棉机的运转效率进行确定,掌握勤抓快跑的原则。抓取速度和深度工艺确定后,关键是要保证严格执行,杜绝运转工人随意调整抓棉参数,要保证清梳联流程的连续供棉,杜绝棉箱出现空仓现象。清花工序的连续喂棉是保证梳棉生条重不匀和原料混合效果的关键,同时也有利于保证棉流的稳定,保证开松效果和棉杂、异纤清除效率。根据配棉和季节变化实时优化调整各单机的打手速度,将棉结、短绒增长率控制在较低水平,同时保证棉结、杂质、短绒和异纤的有效去除,保证原棉开松效果和混合效果。
2.2梳棉常见问题及建议
有些纺纱厂往往对生条棉结和短绒的去除效率比较关注,但对纤维的伸直平行度和梳理度却没有给予重点关注,造成梳棉棉结及短绒指标较好,成纱质量却并不尽人意。
2.2.1专件的维护保养
梳棉工序常见的设备问题主要集中在专件及维护保养上。梳棉梳理过程基本上是靠梳理原件完成,因而梳理原件运行状态的维护尤为重要。否则即使配备了高质量的专件,维护不好也达不到理想的梳理效果。
活动盖板链条伸长、链条不灵活、踵趾面磨损及盖板起伏是企业常见的问题。盖板链条也是需要进行周期更换的周期性机配件,但很多企业不够重视,造成盖板链条存在很多问题。
盖板链条和活动盖板骨架的维护保养上要注意以下几个主要问题:
(1)盖板链条的伸长要控制在76.2mm以内,两根盖板链条的长度差异控制在3mm以内,其次必须保证星型导盘无磨损、扭曲现象,要定期校正星型导盘l4T轴的扭曲与翘角等问题。
(2)定期清洗链条并加油,按规定周期测查链条伸长情况,保证两根链条长度差异符合要求,并将较短的那一根用在主传动侧,防止盖板在不平行的情况下运行。
(3)正确调整链条的张力,调整时以中托脚处为主、后托脚处为辅,防止链条张力过大或过小,保证两根链条张力一致,同时还要保证盖板顶面的水平状态。
(4)关注活动盖板铅粉块的润滑作用,保证润滑状态良好,杜绝因润滑不良造成盖板阻力过大、链条伸长的现象。
2.2.2盖板踵趾面磨损和盖板起伏
盖板踵趾面磨损和盖板起伏是造成隔距不准的主要原因,在很多企业里,不管是滑动摩擦盖板还是轴承式滚动摩擦盖板,都存在盖板起伏的问题,在活动盖板管理上主要关注以下几点:
(1)保证铅粉块良好的润滑状态。
(2)保证设备的安装精度。
(3)保证活动盖板链条良好的润滑状态和适中的张力。
2.2.3梳棉机的滤尘管理
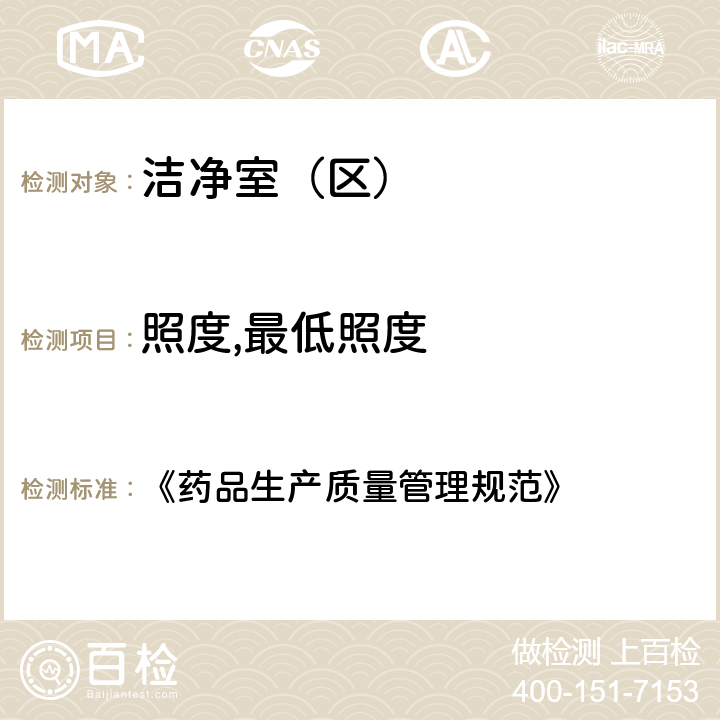
梳棉机吸风不畅(见图3)、清洁不到位、活动盖板嵌花(见图4)等问题也是造成生条质量不良的重要因素之一。试验表明,梳棉机吸风管堵塞时,AFIS棉结会比正常情况下增长2倍以上,因而要确保适宜的梳棉机滤尘风量和吸风系统的通畅。
2.2.4梳棉针布的管理
梳棉针布既是周期件,也是易损件,目前我国针布制造质量不断提升,国产针布的使用周期不断增加,但是企业在针布管理方面往往存在以下几个问题:
(1)没有完善的针布更换周期,针布严重超期使用,有的企业甚至使用到6年以上,只要能开就好,不注重质量。
(2)针布带伤、带病使用。
(3)更换针布不做记录,更换针布没有周期计划,随意性较大,针布管理混乱。
建议对针布管理做如下要求:
(1)根据实际产量计算针布使用周期,并结合使用周期和产品质量要求寻找*佳结合点进行更换,保证针布使用时间和产品质量。
(2)更换针布时必须进行严格的评审,对于意外损伤的针布,必须查明原因,杜绝上机后的二次损伤。
(3)建立针布更换台账,减少针布领用更换的随意性。
(4)不断进行针布型号的优化选型试验,根据企业实际情况,选择适合本企业的性价比较高的针布品牌及型号。
(5)品种更改频繁、原料变动较大的企业,建议选择通用性针布,兼顾不同原料间的成纱质量水平。
只用充分了解梳棉及清花设备性能,结合专件、工艺的优化配置,才能保证梳棉梳理质量和生条质量,从而保证梳棉质量指标的稳定。
3精并粗常见问题及整改建议
3.1并条常见问题及整改建议
并条机有两个重要的作用,一是实现条子的并合作用,由并合促进混合,二是实现对条子的清洁作用。条子的并合作用实现了条子内部纤维的均匀分布,提高了纤维的伸直平行度,同时并条机吸风装置可以减少条子中的杂质和短绒。因而日常使用及维护保养过程中,必须保证并条这两个方面作用的充分发挥。同时随着自调匀整并条机的大量采用和技术的不断进步,并条机对条子重量不匀率的控制能力进一步提升,有效降低了成纱的长片段不匀率。
3.1.1并条机的牵伸工艺设置原则
头并合根数宜少不宜多,总牵伸倍数宜小不宜大,预并的后区牵伸倍数宜大不宜小,建议预并在5根并合时,后区牵伸倍数控制在1.7-1.8倍。
预并的后区握持距宜大不宜小,建议罗拉握持距在纤维长度的基础上适当增加12-20mm,保证纤维伸直平行效果。
末并的后区牵伸倍数宜小不宜大,前区牵伸倍数宜大不宜小,前区牵伸倍数越大,后弯钩伸直效果越好,为使前区牵伸倍数尽可能大,后区的牵伸倍数就应减小。一般后区牵伸倍数在1.15~1.2间,以便集中前区一次牵伸。使用自调匀整并条机采用六根并合时,建议后区牵伸控制在1.16倍左右。
3.1.2并条工序常见质量管理问题及建议
有些企业在引进了
同品种工艺参数不一致,甚至同机台两眼工艺参数不一致,是影响匀整效果的常见原因之一,也是造成并条机出现匀整报警的原因之一。企业在使用自调匀整并条机的时候,往往会出现匀整报警,造成匀整报警的原因是多方面的,建议企业在生产过程中注意以下几点:
(1)自调匀整位移传感器及凹凸罗拉的基准电压值要保证准确无误。
(2)自调匀整并条机匀整长度、匀整强度、低速匀整设置等要合理,每2周要进行一次标定,保证以上参数能够满足原料、温湿度等生产条件变化的要求。
(3)A%、CV%以及粗节报警值设置要合理,建议根据试验室测试结果,结合并条机监控结果进行设置和调整。精梳纯棉产品建议A%报警值设置在2.0%以内。建议粗节的设置,长度以条筒定长为单位,根据实际粗节情况设置监控值。
(4)每隔2小时进行重量标定试验,保证A%波动在规定的控制范围以内。
(5)保证清洁及时、温湿度稳定。湿度变化大也是造成匀整报警的原因之一。
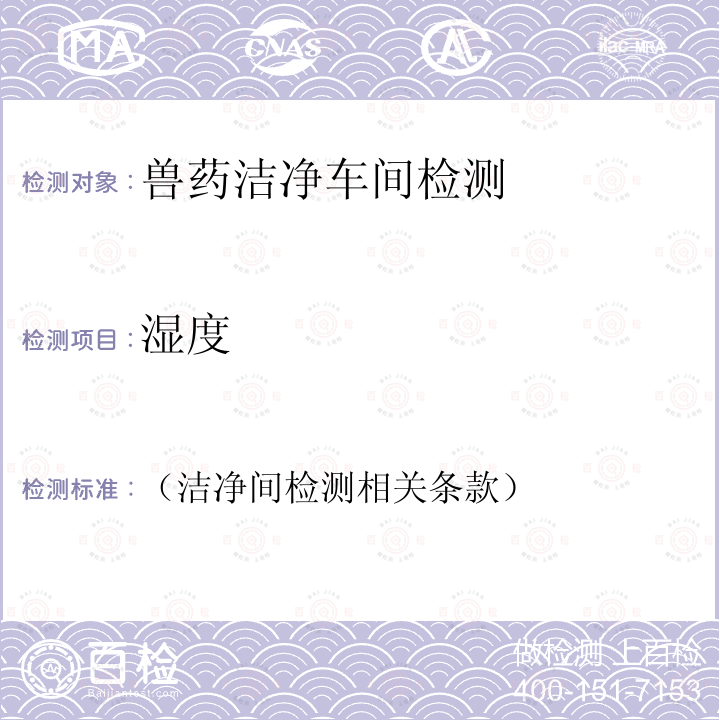
有的企业在并条操作管理上存在问题,并条机*基本的清洁都难以保证(见图8),甚至导致疵点条的产生(见图9)。同时操作管理中不注重操作手法的规范性,存在高条、
非自调匀整并条机要重点关注条子质量的离线质量监测结果,根据离线监测的质量指标对并条机进行状态维护和操作质量的监督检查。并条机常见的质量问题就是机械波和纤维伸直平行度不好造成的弯钩纤维。为此要及时对并条机的齿轮啮合状态,胶辊润滑和胶辊表面状态、胶辊带花粘花情况、压力棒返花积尘情况等进行检查,同时对罗拉隔距、牵伸分配等工艺参数进行优化。
3.2精梳常见问题及整改建议
精梳工序的主要任务是去除短绒、杂质和部分棉结。影响精梳梳理质量的因素及其复杂,总体来说主要有精梳准备工序质量、精梳每钳次的喂棉量、喂棉方式、分离隔距、锡林针齿数、顶梳插入深度、接合质量等因素。
精梳准备工序包含预并条和条并卷。预并的主要目的是提高纤维伸直度。精梳准备工序常常会出现清洁不良、并合不良等问题(见图11),同时存在条卷并合根数设计不合理,小卷重量不合适等问题。
精梳常见的问题主要有精梳锡林、精梳顶梳嵌花、嵌杂现象等。精梳毛刷是保证精梳锡林清洁的重要部件,建议精梳毛刷的刺入深度每月进行一次校正。根据棉卷实际含杂、含短绒量合理设置毛刷速度。
精梳顶梳是保证精梳梳理效果的重要原件,应建立严格的精梳顶梳交接制度,保证顶梳的良好状态。对顶梳嵌杂问题,建议对顶梳、锡林的落棉量进行分别测试,结合梳棉工序的落棉效果调整,保证梳棉能够有效去除杂质,杜绝精梳顶梳嵌杂现象。
精梳牵伸倍数及小卷定量也是影响精梳梳理质量的重要因素,要根据精梳设备配置以及配棉、所纺品种,合理设置条并卷重量,保证精梳梳理效果。图12是立达推荐的新型精梳机的小卷重量。
牵伸胶辊使用混乱、牵伸区清洁不良等问题也是造成精梳条质量差的重要原因,建议重点关注精梳细节管理,保证精梳梳理效果和短绒去除率。
3.3粗纱常见问题及整改建议
粗纱作为成纱前的*后一道工序,对于实现纤维的再排列、伸直平行具有相对重要的作用,同时对于成纱质量指标、纱疵具有相对重要的影响,所以粗纱工序的质量会直接影响成纱质量水平。
粗纱工序常见的问题主要体现在细节管理上,企业常见的问题主要有以下几点:
(1)清洁不彻底,主要有牵伸区不净,上下清洁器不净,以及导条架不净等。粗纱工序的清洁状态会直接影响成纱的纱疵,特别是络筒十万米切疵数量。要建立清洁周期和监督检查周期,保证粗纱工序清洁状态良好。
(2)同档胶辊、上销位置不一致,导致握持隔距,浮游区大小不一致,致使粗纱条干异常。
(3)
4结语
前纺产品质量决定了成纱质量的水平。前纺必须严控细节管理,严控三班平衡,为稳定和提升成纱质量奠定基础。