基于“互联网+”的纺织产业链智能支撑云平台的探索
黄克华,朱开玉,李瑞
(新疆利泰丝路投资有限公司)
摘 要 本文介绍了从纺织企业本身的信息化出发,通过本身企业的已有的数据采集平台,采用云平台集成和构建实际生产应用(包括智能手环报警系统、智能设备监控与消息推送系统、MES系统)。同时通过这些应用,与利泰丝路的客户以及供应商互动,将其延伸至纺织产业链的上游(原棉)以及纺织产业链的下游(织造),提出了上下游联动解决方案,在本支撑平台上实现企业本身信息化与上下游联动解决方案。
关键字 互联网+;纺织产业链;云平台;大数据;智能
2015年李克强总理在政府工作报告中首次提出“互联网+”行动计划,并提出推进移动互联网、云计算、大数据、物联网等与现代制造业相结合,促进电子商务、工业互联网和互联网金融健康发展,引导企业拓展国际市场[1]。纺织行业各模块智能化水平突飞猛进,但是产业链之间互动较少,关联度较低,严重影响纺织行业转型升级。本文就纺织产业链间云平台展开探索。
1 建设目标
通过云平台作为各个系统的入口,打通企业内部各系统之间的通道,同时也会结合上下游企业不同的用户权限,打通上下游企业之间的链接通道,使得整个企业的运行在内部和外部都能有机结合,实现生产运行效益*大化、管理沟通效益*大化。
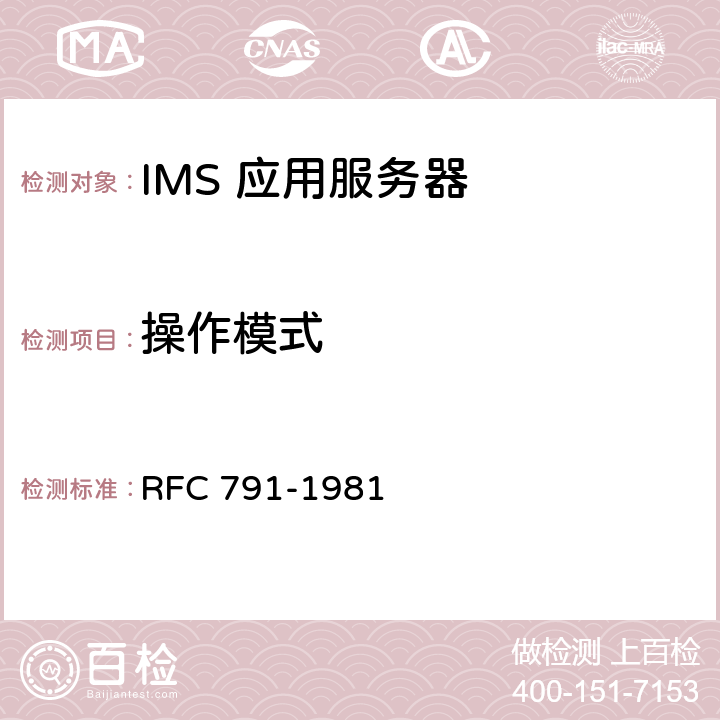
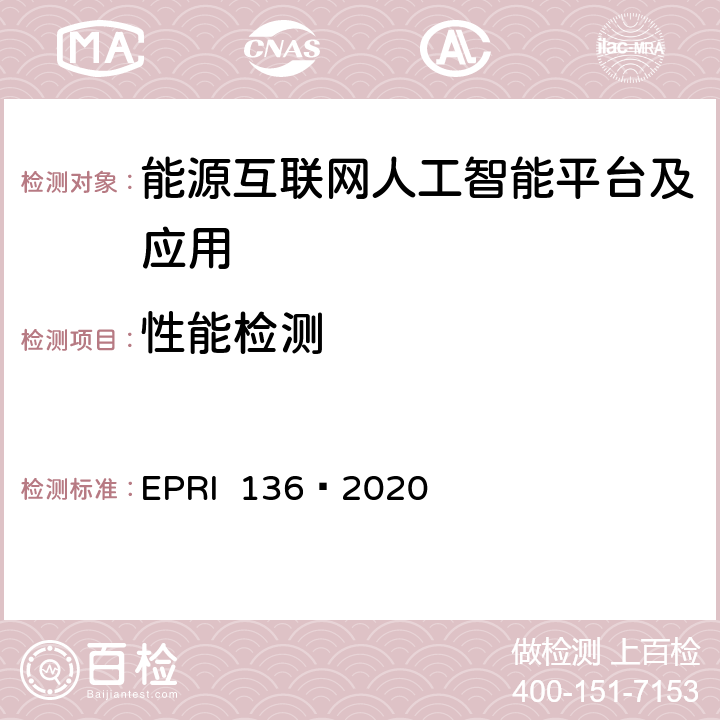
图1 纺织产业链上下游联动
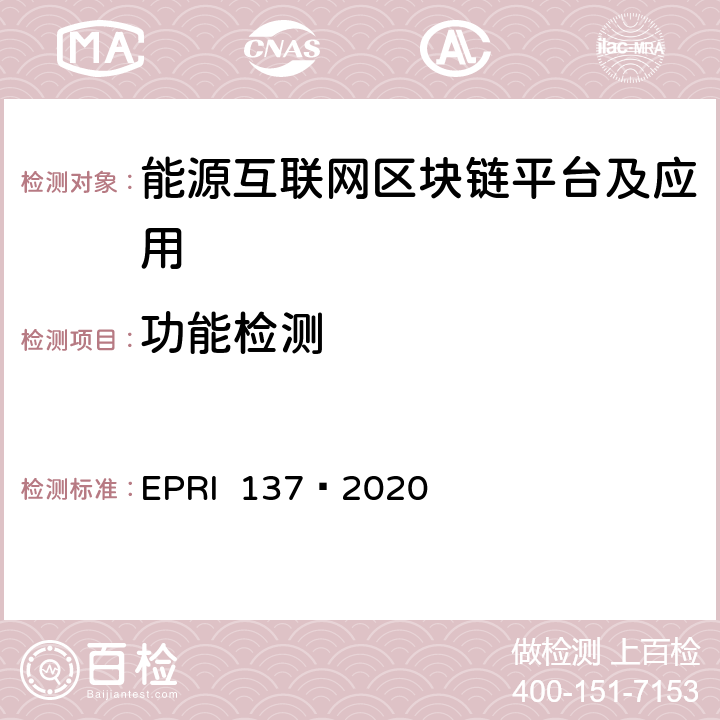
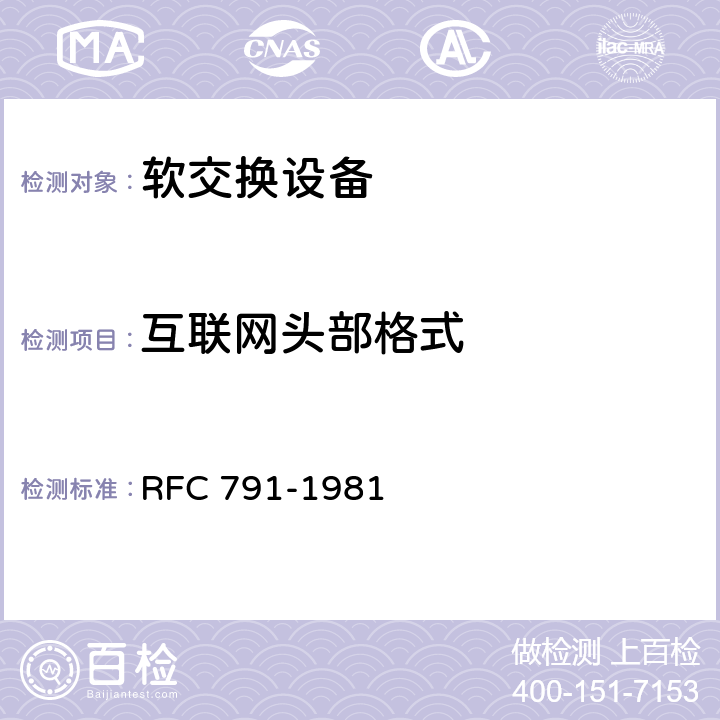
图2 基于云支撑平台的系统模块
2 层次结构
支撑云平台内在的基础是实时数据采集系统,外在展现方式是统一的云平台入口[2]。在云平台上能承载企业本身信息化应用系统,以及上下游联动所需的应用系统[3]。基于工业实时网络与大数据平台的棉纺厂智能管控系统层次结构,从下至上整体上分为执行层,通讯层,数据层、应用层、接口层。
(1)执行层
各种带有通讯接口的纺纱工艺设备主机、辅机(滤尘、空压、空调、配电等)、车间各工序岗位的智能固定终端等,执行层向上提供数据,如产量数据、设备状态数据、报警数据、能耗数据、环境温湿度数据等,这些数据均由执行层产生。操作数据、任务数据、工艺数据由上层传送给执行层,执行层接收这些数据,并根据这些数据指令执行相关操作。
(2)通讯层
通过工业实时网络从执行层(传感 器、设备、仪表、系统)获取各种相关数据,同时将上层相关数据传送到执行层。
(3)数据层
为大数据平台,所有的数据包括产量 数据、状态数据、报警数据、能耗数据、环境数据、操作数据、任务数据、工艺数据等在这里得到了融 合。在这样的大数据平台支持下,可以充分地进 行决策分析和应用。
(4)应用层
在数据层基础上的各种应用集合,包括实时监控中心的集中监控、能耗分析、产量统计、设备效率及故障统计分析、辅助挡车和保全、计划工艺排单等生产管理。在数据平台层的基础上,可综合定义各种客户化的应用,满足客户 实际需求。
(5)接口层
对外提供各种数据接口,包括WCF、WebService、WebAPI、OPC、ModbusTCP等,可实现与各种系统实现数据集成。
3 访问模式
基于“互联网+”的纺织产业链智能支撑平台支持多种方式的访问,包括台式电脑、平板、手机、Web访问和笔记本等多种模式,兼容了C/S、 B/S和移动APP模式,*大限度给用户提供便捷的操作环境,访问模式如表1所示:
表1 访问模式
应用系统 | C/S访问 | Web访问 | APP访问 | 云端 |
清梳联生产子系统 | √ |
|
|
|
蛛网生产子系统 | √ | √ |
|
|
POC生产子系统 | √ |
|
|
|
空调生产子系统 | √ |
|
|
|
空压生产子系统 | √ |
|
|
|
能源生产子系统 |
| √ |
|
|
USTER质量监测报警系统 | √ |
|
|
|
实时数据采集与监控系统 | √ | √ | √ |
|
云平台 | √ | √ | √ | √ |
智能手环辅助挡车系统 | √ | √ | √ | √ |
设备智能监控与消息推送系统 | √ | √ | √ | √ |
纺纱MES系统 |
| √ | √ | √ |
原棉预控平台 |
| √ | √ | √ |
原棉品质管理系统 |
| √ | √ | √ |
基于SaaS的CRM系统 |
| √ | √ | √ |
计划预排系统 |
| √ | √ | √ |
订单跟踪系统 |
| √ | √ | √ |
产品物流系统 | √ | √ | √ | √ |
产品链管理系统 |
| √ | √ | √ |
4 纺织企业自身智能制造
4.1设备智能化
设备智能化水平是智能化工厂的基础和关键,目前利泰丝路所有设备使用*新型智能化设备,工艺设备主要以卓郎全流程纺纱设备为主,同时引进了德国全自动堆垛打包及输送系统包装生产线、湿度测量、电子称重、产品标签等全部自动化设备实现了纺纱过程高度的自动化、物流自动输送、智能化,车间环境智能监控等,实现了各工序设备的集成信号控制,设备运行状态和半制品质量在线检测与故障分析、远程控制,主要工艺参数和设备运行状态数字化可视管理[4][5][6]。
具体的工艺设备流程:FA008B型往复式抓棉机→FA100型多功能气流塔→JSB102型单轴流开棉机→FA025型多仓混棉机→FA106E型梳针开棉机→UJVS2型异纤分检机→119E型 火星探除器→JYH306型连续喂棉系统→JSC326型梳棉机→SB-D22型并条机→E35型条并 卷联合机→E85型精梳机→RSB-D24C型并条机→Zinser Ro-We-Mat670型自动落纱粗纱机→粗细联输送系统→Zinser351-2ImpactFx-395V细络联型1680锭紧密纺细纱机→细络联输送系统→AC6-V-CTS细络联型36锭自动络筒机→筒纱堆垛传输系统→诺茵豪斯自动堆垛及打包系统。
(1)清梳联系统
清梳联是棉纺技术的发展趋势,是棉纺工程实现自动化、连续化和现代化的重要标志之一,是把清棉与梳棉在新的条件下重新组合成一条新的生产线。通过服务器统一配置,可以实现排班下发、服务器时间同步、查看实时数据以及历史报表分析等功能。
(2)蛛网系统
头并、末并、精梳等工序统一配备立达蛛网系统SPIDERweb。该系统不仅提供纺纱厂数据总览,也能提供可配置的警报功能。
(3)POC系统
POC软件系统统一管理卓郎纺机,可以实时了解设备生产状况、实时产量,同时还能给出低效单锭、红灯处理时间、千锭切纱次数、千锭时断头等指标,为车间生产人员提供实时指导,有针对性的查找低效单锭。
(4)空调系统
空调系统是纺织厂的核心系统之一,通过该系统可以实时获取工厂生产区域内各个监测点的温湿度,并自动或手动调控。精亚空调系统能够通过服务器统一设定和调节各个监测点的温湿度,同时能够提供一定的智能分析能力,给设备及基层管理人员实际指导。
(5)空压系统
压缩空气具有清洁、安全、使用方便等特点,压缩空气生产是一个高能耗过程,通常占到纺织企业总能耗25%~35%,所以压缩空气生产成本直接影响企业的市场竞争力。利泰丝路先进的空压系统,能够通过系统服务器远程监控压缩空气压力,压缩空气使用量,以及动态调整其使用量。经过两年的运行实践,发现成本构成中,初期设备投资和维护保养费用占到23%,而电费高达77%,因此充分挖掘压缩空气生产和使用过程中的节能潜力意义重大,良好易用的空压系统是节能降耗的关键所在。
(6)能源系统
依靠无成本的科学管理进行节能管理,对配供电系统及所有工艺设备、公用设备等用电数据,进行采集,且进行分项能耗(单机台、单工序、单产品、单订单、单分厂、公司全厂和峰谷平分时段等)统计、分项能耗(单机台、单工序、单产品、单订单、单分厂、公司全厂和峰谷平分时段等)分析,在充分满足、完善各个分厂生产管理要求的前提下,减少能源消耗,提高能源利用率,节约运营成本。
(7)乌斯特专家系统
USTER质量检测报警系统采用全面质量控制,建立消除异常管纱的管理体系。这是一项关注工厂质量持续提升的项目,旨在建立消除异常的质量管理体系,根据各工厂产品定位量身定做异常控制方案。
4.2 数据采集与监控平台
全面的大数据平台-通过工业实时网络采集传感器、仪表、设备、系统的实时数据,接收、订单信息、计划信息、工艺信息、调度信息、机台信息、人员信息等,建立了全面的数据平台,使得数 据融合更为方便、快捷,在大数据的基础上可以方 便地进行各种数据汇总和分析
全方位的数据采集和监控-主要包括对纺纱工艺设备、公用设备和能源消耗的实际数 据采集和监控。实现了车间生产设备的在线数据 采集与监控,实时了解现场设备运行状况和生产 品种产量质量等状况;空调、滤尘、锅炉、空压等公 用设备进行温湿度和水气等监控,实时了解设备 运行状态及工厂车间环境;实现对工艺设备、公用设备、照明的能耗监测,实现监控电能设备运行状 态,以及实时能耗情况。
(1)数据采集
数据采集**需要兼容各种设备的通讯协议,并实时地采集设备的产量、效率、故障报警、质量、运行状态 等相关应用数据。将所有工艺设备的生产数据、质量数据、报警数据、故障数据以及公用设备数据等通过数据采集网关,以一种通用工业标准协议统一上传至分厂级集中监控室的就地监控系统软件,同时通过交换机、光端机、厂区光纤环网等网络设备上传至公司集中监控中心SCADA系统,就地监控系统软件(单分厂)和公司中心SCADA系统对上传数据进行历史数据存储,各分厂总控室大屏幕上对所有工艺设备及公用设备实时运行状态监控和数据浏览,同时中心监控室也可对各分厂设备状态监控浏览。*终实现分厂工艺设备和公用设备监控一体化。
(2)实时监控
针对纺纱生产的实际需求,高度整合的大屏幕实时监控中心可以实时查看生产工艺设备,电表、空调、空压、锅炉等各种设备的实时运行状态,使得故障和报警能被实时发现并得到及时处理。
(3)云平台
通过对云平台服务的读取,可以节省企业投资,同时由于云平台本身的开放性,可以快速搭建生产应用,使得我们能够将关注焦点集中于生产过程管理之中。数据应用层的所有应用都能够通过云之家平台入口进行集成。
(4)数据应用层
①智能手环辅助挡车系统
智能手环辅助挡车系统实时采集工艺设备和公用设备等需实时处理的信息和数据,一旦设备有故障报警发生并需及时处理时,系统将报警信息内容实时推送至该报警设备的挡车工、保全工及维修电工等相关人员佩戴的便携式智能手环上,挡车工或保全工及维修电工**时间前往报警发生地进行处理。
②设备智能监控与消息推送系统
智能监控与消息推送系统主要针对管理人员,通过规则系统设定,在满足特定条件情况下会推送到不同的管理人员终端上。
例如可以针对POC系统设定如下规则:
如果单锭红灯处理时间超过30分钟,推送消息到设备维修人员;如果单锭红灯处理时间超过60分钟,推送消息到设备队长;如果单锭红灯处理时间超过90分钟,推送消息到班组长;如果单锭红灯处理时间超过120分钟,推送消息到副厂长或厂长。
因此在设备智能监控与消息推送系统中,需要有规则系统以及对应的组织架构。
③纺纱MES系统
数据一方面来源于实时采集的实时信息,一方面来源于计划、工艺、调度的生产任务信息,这 些任务信息*终都需要转变成设备的生产执行。主要功能包括:智能配棉、计划分配、机台分配、成品入库、能源管理与成本分解、订单追踪等。由于实现了实时的产量 信息采集,以及定单信息经过任务的调度细化到机台,因此可以实时跟踪每个订单的完成情况,实现订单跟踪、排班系统、报表系统。
5 纺织产业链上游(原棉)联动
5.1 原棉预控平台
通过ERP系统能大致了解原棉的采购与消耗情况,而基于云平台的MES能更精确地知道特定品种的原棉消耗。通过与智能配棉系统配合,原棉预控平台可以从ERP以及MES系统中分别获取实时数据,有效缓解随机因素带来的管理难题。
同时可以从第三方(例如期货市场)获取接口,实时把控原棉的价格波动、供应情况波动等信息。
5.2 原棉品质管理系统
原棉品质管理系统主要实现如下功能:
Ø(1)建立健全利泰丝路原棉品质管理体系:
忠实记录原棉入库的数量、厂地、质量标准等指标,便于追溯,以及品质的标准化;
Ø(2)通过原棉品质的大数据分析:
发挥标准**,健全棉花相关标准,修改棉花检验项目,增加异性纤维、线密度、短绒率指标以及配套的快速检测方法。检测设备增加对机采棉的质量要求;
Ø(3)与上游企业联动:
开展事中事后监督,密切关注棉花市场质量状况,加强棉花质量安全风险分析和隐患排查;
Ø(4)通过云平台的信息发布功能:
积*做好信息沟通和发布。棉花采摘前,发布新棉质量数据,为纺织企业和有关部门提供采购参考,及时将公证检验数据上传、发布、通报,加强棉花公证检验大数据分析应用,定期收集纺织企业采购原棉质量问题,掌握公检数据偏差和纺企发现的新情况、新问题,建立信息反馈平台,将质量问题、纺织行业述求传导到上游企业,形成上游和下游、企业和监管部门之间的良性互动。
6 纺织产业链下游(织造)联动
6.1 基于SaaS的CRM系统
云平台架构的CRM系统,可以很好的区分和隔离生产人员与客户,以及通过权限的配置,区分和隔离不同的客户资源。同时不同的客户登录到云平台以后,只能获取该客户的订单信息。CRM与MES的实时互动,一方面能实时看到订单是生产情况、质量情况,做到心中有数,另一方面也便于客户安排自身生产计划,在出现计划偏差时双方都能快速反应。
基于SaaS 的CRM系统的平台架构从大的层次上来分主要为四层,根据调用关系依次为应用层、缓冲层、服务层以及存储层,从实现模式上来说可以通过REST方式。
(1)应用层
从浏览器发送过来的请求,直接由应用层来进行直接响应;平台是多租赁用户的在线多应用来实现的,由于每个用户的具体业务需求不同,因此每个租赁用户的应用是相互隔离的,但应用层的结构却都是相同,从上到下主要分为业务展现层、业务逻辑层、业务模型层、实体访问层;
(2)缓冲层
缓冲层主要对于静态资源以及动态数据的缓存。在实现业务中,这部分数据大部分都是读操作比较多,而写操作比较少,因此可以针对这部分数据根据特定的缓存失效策略机制来进行相应的缓存;缓冲层的缓存针对应用层是透明的,而且针对多应用也是透明的,因此缓冲层具有更大的弹性与灵活性。
(3)服务层
服务主要是指平台的核心服务,核心服务分为业务共通服务以及平台共通服务;
(4)存储层
CRM平台采用了分布式的存储系统,基于Map-Reduce来进行相应的检索、分析以及统计,实现了对于海量数据的统一操作。这种结构能做到真正的分布式网络计算,有效降低网络流量,减轻客户端负担,还能安全、方便地与互联网接口。另外企业员工或客户分布或行走于全国各地,通常都有移动办公需求。
7 结语
纺织产业链上下游联动的基础是企业自身设备智能化及系统的不断完善和云平台搭建。云平台是上下游联动系统的载体,生产数据是上下游联动系统的营养,系统必须在云平台建设和生产系统运行稳定以后启动。
参考文献
[1] 孙亮.基于移动互联终端的纺织企业仓库管理.[J]棉纺织技术.2016,44(9):48-50.
[2] 张加乐,李志学.棉纺织企业互联网+会计信息传递模型的探索.[J]棉纺织技术.2017,45(11):81-84.
[3] 陈振,邢明杰.浅析我国纺织制造业现状与产业升级建议.[J]棉纺织技术.2016,44(4):80-83.
[4] 胡广敏.智能纺纱系统的构建思路及实践.[J]棉纺织技术.2016,44(11):32-35.
[5] 阎迪.纺织机器人的应用及发展趋势.[J]棉纺织技术.2017,45(9):81-84.
[6] 管锦文,徐旻.棉纺数字化车间及其智能化特点.[J]棉纺织技术.2016,44(10):80-84.