钢筋是一种带肋棒状材料。钢筋气压焊接头的缺陷一般呈平面状存在于压焊面上,而且探伤工作只能在施工现场进行。因此,采用脉冲波双探头反射法在钢筋纵肋上进行探查是切实可行的。
1.检测原理
当发射探头对接头射入超声波时,不完全接合部分对入射波进行反射,此反射波又被接收探头接收。由于接头抗拉强度与反射波强弱有很好的相关关系,故可以利用反射波的强弱来推断接头的抗拉强度,从而确保接头是否合格。
2.检测方法
使用气压焊专用简易探伤仪的检测步骤:
(1)纵筋的处理:用纱布或磨光机把接头徽粗两侧100~150mm范围内的纵向肋清理干净,涂上耦合剂。
(2)测超声波*大的透过值:将两个探头分别置于镦粗同侧的两条纵肋上,反复移动探头,找到超声波*大透过量的位置,然后调整探伤仪衰减器旋钮,直至在超声波*大透过量时,显示屏幕上的竖条数为5条为止。
同材质同直径的钢筋,每测20个接头或每隔1h要重复一次这项操作。不同材质或不同直径的钢筋也要重做这项操作。
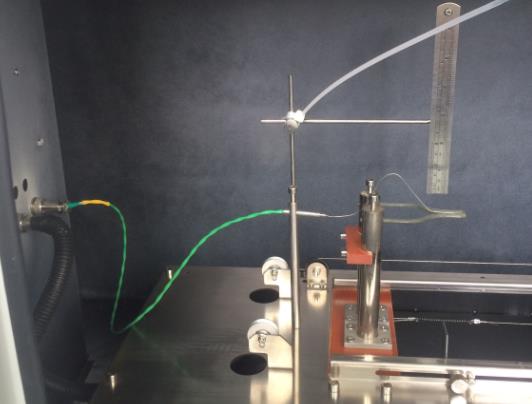
(3)检测操作:如图9-99所示,将发射探头和接收探头的振子都朝向接头接合面。把发射探头依次置于钢筋同一肋的以下3个位置上:①接近镦粗处;②距接合面1.4d处;③距接合面2d处。发射探头在每一个位置,都要用接收探头在另一条肋上从位置①到位置③之间来回走查。检查应在两条肋上各进行一次。