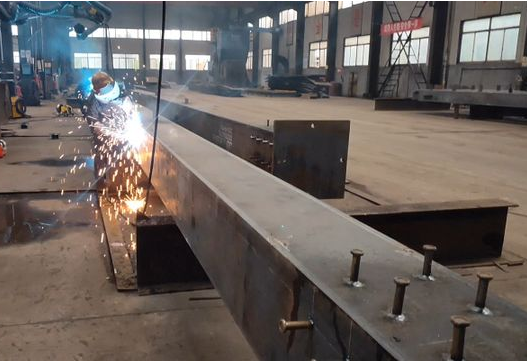
随着城市交通建设的不断发展,地铁已经逐步成为城市交通的主要发展方向,而作为地铁建设的主体-盾构机已经成为地下交通工程及隧道建设的**设备被广泛应用,盾构机是一个具备多种功能于一体的综合性隧道挖掘设备,它集合了盾构机施工过程中的开挖,出土,支护,注浆,导向等全部的功能。因此其质量要求也不同于一般的产品,更由于其掘进过程的不可逆性,使其产品在制造过程中就得到全面的控制,以保证其应用的可靠性,因此盾构机表面缺陷的无损检测也成为产品质量控制的重要手段。
1.盾构机的基本原理及其主体结构
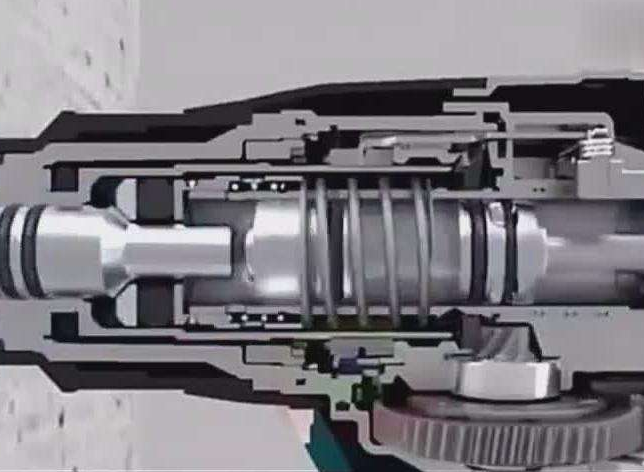
原理:盾构机的掘进液压马达驱动刀盘旋转,同时开启盾构机推进油缸,将盾构机向前推进,随着推进油缸的向前推进,刀盘持续旋转,被切割下来的渣土充满泥土仓,此时开动螺旋输送机将切削下来的渣土排送到皮带输送机上,后由皮带输送机运输机运输至渣土车的土箱中,在通过竖井运至地面。
结构:盾构机主要由9大部分组成,而其主体结构由刀盘主体和盾体构成,刀盘是一个带有多个进料槽的切削盘体,用于切削土体,也是盾构机上直径*大的部分。盾体主要包括前盾,中盾和尾盾三部分,这三部分都是筒体结构,结构顺序依次为:刀盘,前盾,中盾,尾盾。
2.盾构机表面缺陷的检测方法
2.1盾构机表面缺陷的磁粉探伤
2.1.1磁粉探伤原理
磁粉探伤的基本原理是将大电流或磁力线通入被检工件,使工件磁化,则试件中产生或通入的磁力线过到缺陷时,特别是与磁力线垂直正交的缺陷,扰乱了磁力线的正常分布,并且缺陷的磁导率远比基体低,从而使表面或近表面的缺陷产生漏磁,形成了N*和S*,吸附磁粉,显示了漏磁,也就显示了缺陷。
3.盾构机表面缺陷的渗透检测
3.1渗透检测原理
渗透检测的基本原理是利用了有色或荧光渗透液,能侵泡被检试件表面,并对表面开裂性缺陷具有良好的渗透性能。由于表面张力作用和毛细管作用,经过渗透、清洗、显示处理、用目视法直接观察缺陷的形状和大小。
3.2渗透检测的方法
渗透检测主要有着色探伤法和荧光探伤法。
盾构机主体焊缝的渗透检测主要采用着色渗透探伤法,其主要原理为:用着色剂喷涂在工件表面,着色剂渗入缺陷部位,经过一定时间后将工件表面的着色剂冲洗掉,在已经清洗干净的工件表面喷涂显像剂,此时缺陷部位由于着色剂渗入,在显像剂的作用下显出缺陷的状况。其原理主要运用了毛细现象。
4.总结
这两种检测方法都是用于检查工件表面的缺陷的。磁粉探伤只适用于铁磁性金属,而渗透检测对于除多孔材料外的结构均匀的材料都适用。但只能检查被检工件露出表面的缺陷,而磁粉探伤法对于未露出的近表面缺陷也能检验,而且检验缺陷的深度也可随电流强度加大而加深。
以上文章内容为部分列举,更多检测需求及详情免费咨询机构在线顾问:15201733840(电话及微信),做检测上百检网-出具权威检测报告具有法律效力。